Фреза. Виды и работа. Применение и ресурс. Особенности
Фреза – это режущий инструмент, который имеет одно или несколько зубьев. В зависимости от особенностей конструкции и жесткости материала, из которого сделана режущая кромка, фрезы применяются для обработки металлов, пластиков и древесины. Инструмент закрепляется в станках, обеспечивающих его быстрое вращение, что необходимо для обработки заготовок.
Фреза по металлу
Фрезы по металлу применяются для обработки стальных, чугунных, алюминиевых и прочих заготовок. Они делаются из быстрорежущей стали. Такие фрезы делают цельнолитыми или сборными.
По конструктивным особенностям инструмент бывает следующих видов:
- Дисковый.
- Торцевой.
- Цилиндрический.
- Угловой.
- Концевой.
- Фасонный.
- Червячный.
- Кольцевой.
Дисковые
Дисковая фреза применяется для обрезки заготовок, а также подготовки в них пазов. С ее помощью можно выбирать металл или снять фаску. Внешне такой инструмент напоминает обычный пильный диск, который можно встретить на циркулярной пиле. Единственным отличием является меньший диаметр и большая толщина. Также зубья диска для фрезерования размещены под другим углом. Качество обработки зависит от размера зубьев. Чем они крупнее, тем грубее работа. При этом высокие редкие зубья обеспечивают быстрый съем металла. Также они более эффективно выводят стружки, что снижает перегрев.
Торцевые
Торцевые фрезы применяются для обработки плоских поверхностей, на которых нужно создать ступенчатый переход или углубление. Рабочей частью инструмента является его торец. По принципу действия такая фреза приравнивается к обычному сверлу, но имеет больший диаметр. Обычно у таких инструментов имеется 6 режущих зубьев, что обеспечивает более скоростное вхождение в металл. Специальные канавки выводят стружки. Торцевая поверхность позволяет создавать углубление с плоским дном.
Цилиндрические
Цилиндрические фрезы похожи на дисковые, за тем исключением, что являются существенно шире. Их зубья могут быть прямыми или винтовыми. Матрицы с прямыми кромками используются для работы на узких поверхностях. Винтовые зубья более универсальные и зачастую могут работать с более твердыми металлами. Угол наклона зубьев обычно не превышает 45 градусов, поскольку это позволяет минимизировать биение на валу. Зачастую цилиндрическая конструкция предусматривает соединения на валу станка нескольких насадок, что необходимо при обработке более широких заготовок.
Угловые
Угловой тип предназначен для врезания в металл и создания наклонных поверхностей. С его помощью можно формировать такую выборку как ласточкин хвост. Данный инструмент позволяет делать круги, а также фигурные и продольные канавки на различных металлических поверхностях. Широкая часть режущей кромки может быть как внизу, так и вверху, что позволяет формировать нужное направление угла выборки в заготовке. Непосредственно уровень наклона режущей кромки и ее высота бывают различными и подбираются в зависимости от того, какую заготовку нужно получить.
Концевые
Концевая фреза также называется пальчиковой. Она представляет собой длинное сверло, имеющее около 5 режущих кромок. С их помощью создается глубокий паз. Обычно такой инструмент является монолитным, но бывают кромки с напайками. Такая конструкция обеспечивает легкую и быструю работу с твердыми металлами, такими как сталь и чугун. Получаемое углубление имеет плоскую форму. В том случае если оно должно быть скругленным, применяется сферическая конструкция концевых фрез.
Фасонные
Такие фрезы используются для обработки фасонных поверхностей. Сквозь такой инструмент протягивается длинная заготовка. В результате контакта ее боковая часть снимается и подгоняется под требуемые параметры. Данный инструмент является одним из самых тяжелых в производстве, поскольку требует особенного оборудования для заточки. Возобновить режущую кромку в домашних условиях довольно трудно, но выполнимо при наличии должного опыта и некоторых приспособлений.
Червячные
Червячные фрезы являются самыми широкими. Они позволяют проводить выборку с поверхности с большим захватом. Данный инструмент является одним из самых дорогих, поскольку имеет довольно крупные габариты. Его зубья могут насчитывать несколько десятков штук и более. По направлению витков такие насадки бывают левосторонние и правосторонние.
Кольцевые
Кольцевые фрезы знакомы большинству как корончатые сверла. Они предназначены для сверления листового металла. Внешне их конструкция напоминает трубку с зубьями, которая врезается в поверхность, создавая пустотелое кольцо. Диаметр кольца может существенно отличаться. Для точного позиционирования, в центре коронки находиться обыкновенное сверло, которое первым врезается в поверхность и обеспечивает центрацию.
Фреза по дереву
Для обработки древесины также применяются фрезы. В связи с тем, что данный материал является более мягким, режущий инструмент для строгания отличается меньшими габаритами и стоимостью. Также он является более высокооборотным. Такие насадки устанавливаются в ручные фрезеры или стационарные станки.
Фрезы, которые используются на деревообрабатывающих станках, внешне практически идентичные тем, что применяются для обработки металла. Единственное исключение заключается в том, что они сделаны из менее качественной стали, а также имеют другой угол заточки.
Насадки для станков делают следующих видов:
- Торцевые.
- Фасонные.
- Цилиндрические.
- Угловые.
- Дисковые.
- Концевые.
- Шпоночные.
Внешне фрезы для деревообрабатывающих станков полностью идентичны тем, что используются для резки металлов. Единственным исключением являются шпоночные фрезы, которые в металлообработке не применяются. Они относятся к категории двух зубчатых фрез, с помощью которых изготовляются соединительные пазы.
В связи с увеличением популярности ручных фрезеров, существенно возрос ассортимент концевых фрез, которые в них устанавливаются. Они отличаются не только по особенности режущей кромкой, но и по диаметру хвостовика. Он может представлять собой прут толщиной 6, 8 или 12 мм.
Типы фрез для ручного фрезера
Для ручного фрезера применяется следующие разновидности фрез:
- Кромочные.
- Пальчиковые.
- Для создания соединений.
- Специальные.
Группа кромочных фрез представляет собой практически идентичную конструкцию с торцевыми насадками, применяемыми для обработки металла. Они позволяют придать краям заготовки фигурный профиль. Их ножка имеет подшипник, который останавливает насадку при контакте с заготовкой, поэтому ограничивает углубление в древесину. Данная категория имеет самые разнообразные формы профиля и часто используется для декорирования столешницы. С их помощью можно делать фигурный вырез, выборку и создание сложной фаски.
Группа пальчиковых фрез внешне очень напоминают концевые, которые используются при обработке металла. С их помощью можно выбирать проушины и создавать глухие пазы. Боковые кромки обеспечивают большую высоту обработки. Такой инструмент зачастую является монолитным. Его форма может быть как прямой, так и скошенной в виде трапеции или клина. Такая насадка эффективно удаляет стружки, поэтому обладает высокой скоростью работы.
Фреза для столярных соединений обычно представляет собой разборную конструкцию с множеством режущих элементов. Они используются для обработки торцов досок, чтобы создать пазы для столярного соединения. Именно такими фрезами создается гребенка для склеивания длинномерных досок из коротких заготовок.
Специальные фрезы представляют собой комбинированный тип, который позволяет создавать фигурную поверхность на торцах. Именно к такой категории относятся инструменты, с помощью которых можно превратить кромку доски в замковую часть, применяемую на вагонке или ламинате.
Как продлить ресурс фрез
Чтобы фреза прослужила дольше, важно в первую очередь следить за тем, чтобы она надежно закреплялась в станке. Появление биения на высоких оборотах приведет к тому, что режущая кромка может отколоться, и насадка придет в негодность. Чтобы этого избежать, нужно не только надежно зажать ее перед работой, но и периодически останавливаться, чтобы перепроверить ее фиксацию, поскольку она может просто ослабнуть.
Следующим важным правилом является правильный подбор фрезы. Не следует использовать инструмент, твердость которого практически идентична жесткости обрабатываемой заготовки. Если это проигнорировать и начать работу, то интенсивность стирания будет одинаковой, поэтому режущая кромка быстро сядет, а ее металл отпуститься от перегрева.
Следующим правилом является правильный выбор скорости. На упаковке от фрезы обычно указывается оптимальная частота вращения. Если разогнать ее больше, то это может привести к тому, что она перегреется или от нее может отколоться кусок зуба.
Нельзя забывать о том, что во время работы металл сильно нагревается. Для предотвращения перегрева важно своевременно останавливать станок для остывания. Также стоит применять смазку, особенно если проводится обработка металла.
После каждой обработки стоит чистить фрезу от налипшей на нее стружки. Зачастую инструмент делается из стали, которая подвержена коррозии. Поэтому важно следить, чтобы он хранился в герметичном боксе, изолированном от влажного воздуха.
В случае если фреза утратила остроту, ее не следует использовать, поскольку тупая режущая кромка приводит к быстрому перегреву, в результате чего инструмент может испортиться и тогда ни какая заточка уже не поможет. Также не нужно создавать сильный прижим к обрабатываемой детали, поскольку это также способствует перегреву.
Похожие темы:
Фрезы по дереву — назначение, классификация, советы по выбору фрез
Приобретая ручной фрезер для своей домашней мастерской, счастливый обладатель такой обновки получает в свое распоряжение очень функциональный инструмент, который способен вывести обработку деревянных деталей на совершенно иной уровень качества. Ни один другой «представитель» деревообрабатывающий техники бытового класса не имеет столь широких возможностей. В умелых руках ручной фрезер полностью оправдывает название универсального, многофункционального инструмента, открывающего широчайшие горизонты творчества.
 Фрезы по дереву
Фрезы по деревуНо действительно многофункциональным этот инструмент станет только в том случае, если к нему приобретена необходимая оснастка. И в первую очередь это, конечно – фрезы по дереву. Они представлены в продаже в очень широком разнообразии, и начинающему мастеру необходимо научиться ориентироваться в нем и выбирать нужную фрезу для того или иного вида работ.
Сразу оговоримся: рассказать обо всех типах фрез в масштабе одной публикации – попросту невозможно. Да, наверное, и не нужно, так как с приходом опыта работы у постоянно совершенствующегося мастера сложится полное понимание в этом вопросе. Так что предлагаемая вниманию публикация – только лишь для «старта» на этом поприще.
Общие сведения о фрезах
Фреза – это главный сменный элемент оснастки любого фрезера. По сути – она и является тем режущим инструментом, которым осуществляется обработка деревянной детали. Именно от качества фрезы в большей мере зависит и качество получаемого в итоге изделия.
Принцип строения фрез
Разнообразие фрез по их «геометрии», а стало быть и по предназначению – чрезвычайно широкое. Но в любом случае, если рассматривать эти комплектующие именно для ручного фрезера, сохраняется общий принцип их конструкции.
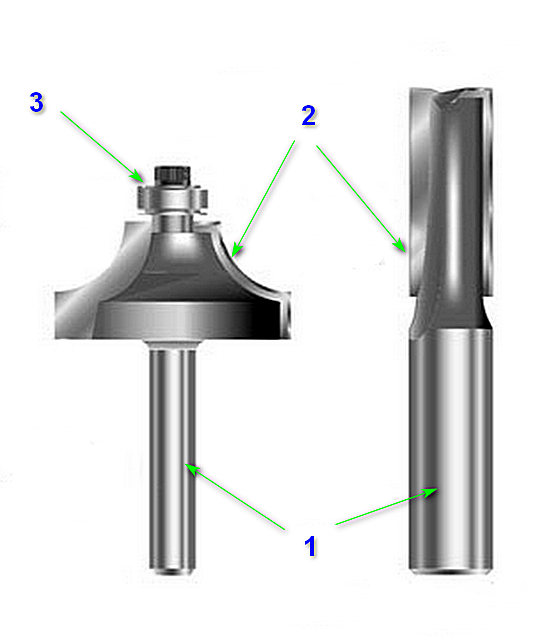 Общее строение фрез по дереву для ручного фрезера
Общее строение фрез по дереву для ручного фрезераПо сути, обязательных основных элементов конструкции — всего два.
Прежде всего, это хвостовик (поз. 1), который зажимается в патроне фрезера и через который, соответственно, передается вращающий момент.
Рабочая область или головка (поз. 2) – та в которой расположены лезвия (ножи, резаки — их по-разному называют в различных источниках). Режущая кромка может быть прямой или же иметь весьма замысловатую конфигурацию, что и предопределяет возможности конкретной фрезы.
Про разнообразие конфигураций режущих головок фрез в основном-то и пойдет речь ниже – это основной критерий выбора.
Наконец, на фрезе могут быть дополнительные элементы (на данной иллюстрации это опорный подшипник — поз. 3), или упрощающие выполнение фрезеровальных работ, или расширяющие возможности фрезы. Например, подшипники очень помогают при изготовлении или обработке деревянных деталей по имеющимся шаблонам – получается в буквальном смысле слова копирование контуров. Кроме подшипников, это могут быть стопорные муфты, калибровочные втулки или шайбы, винты, позволяющие перебрать разборную фрезу и разместить ее режущие детали в нужной последовательности.
Цены на набор фрез «Bosch»
набор фрез «Bosch»
Размеры хвостовиков фрез
Хвостовики фрезы характеризуются двумя размерами – диаметром и длиной.
Длина во многом зависит от предназначения фрезы. Но порой случаются ситуации, когда при выборе, например, глубоких пазов, длины становится недостаточно. С аналогичной проблемой можно столкнуться и в том случае, если ручной фрезер устанавливается под специальным фрезерным столом, и толщина столешницы также «съедает» некоторую часть длины хвостовика.
 Ручные фрезеры очень часто встраиваться в специальные фрезеровальные столы (готовые или самодельные). В любом случае этим может несколько снижаться свободный вертикальный проход фрезы, и для выборки глубоких пазов зачастую требуется оснастка с удлиненным хвостовиком.
Ручные фрезеры очень часто встраиваться в специальные фрезеровальные столы (готовые или самодельные). В любом случае этим может несколько снижаться свободный вертикальный проход фрезы, и для выборки глубоких пазов зачастую требуется оснастка с удлиненным хвостовиком.Это один из моментов, которые следует держать в уме при выборе
Второй параметр хвостовика – это его диаметр. Естественно, он подбирается по патрону имеющегося или приобретаемого фрезера.
Здесь есть важный нюанс. Дело в том, что в продаже могут встретиться как сам инструмент, так и фрезы дюймового и метрического стандарта. Например, в метрическом исчислении это может быть 6; 8; или 12 мм. В дюймовом же приняты два размера ¼ и ½ дюйма. Если перевести это в миллиметры, то получается 6,35 и 12,7. Вроде бы совсем рядышком…
Но именно, что «вроде бы». На фрезерах устанавливается цанговый патрон, который, в отличие, например, от патрона дрели, не терпит «вольностей» с диаметрами. И фреза с полудюймовым хвостовиком способна намертво заклиниться в 12-мм патроне, да так, что придется прибегать каким-то крайним мерам. И наоборот – 12 мм фреза может фиксироваться в патроне на ½ дюйма ненадежно, что крайне опасно, так как есть вероятность получить очень серьёзную травму.
 Диаметр хвостовика может быть метрического или дюймового стандарта. Несмотря на, казалось бы, незначительную разницу в пересчете на миллиметры, они не являются взаимозаменяемыми!
Диаметр хвостовика может быть метрического или дюймового стандарта. Несмотря на, казалось бы, незначительную разницу в пересчете на миллиметры, они не являются взаимозаменяемыми!Разница между диаметром 6 мм и ¼ дюйма – не столь значительна. Но и в этом случае лучше все же не рисковать, а приобретать то, что прописано в паспорте фрезера.
Не стоит поддаваться на уговоры продавцов – мол, все так делают, и ничего страшного, «приляжется» и т.п. При таком попустительстве имеется вероятность просто угробить свой инструмент, если не случится худшего.
Как быть, если требуется или более длинный хвостовик, или фреза определенной конфигурации, но под цангу другого диаметра, а в ассортименте магазина таковых нет? Иногда в этом плане помогают переходники-удлинители. Они сами имеют хвостовик определенного размера, а на конце – цанговый патрон. Так что можно приобрести подобную оснастку для разных переходов диаметров, которая при необходимости выручит в обоих случаях.
 С помощью удлинителя или переходника можно решить проблему и недостаточной длины хвостовика, и несоответствия его диаметра цанговому патрону фрезера.
С помощью удлинителя или переходника можно решить проблему и недостаточной длины хвостовика, и несоответствия его диаметра цанговому патрону фрезера.Но, безусловно, еще при выборе ручного фрезера рекомендуется заранее сложить представление о том, какие работы предполагается им выполнять, какая оснастка в связи с этим должна преимущественно использоваться. Злоупотреблять дополнительным переходниками не следует – это всегда лишнее «слабое звено», нежелательное на больших скоростях и высокой нагрузке.
Выбор ручного фрезера – задача ответственная!
Если решено обзавестись этим очень полезным электроинструментом, чтобы самостоятельно или под чьим-то руководством освоить технологию фрезерной обработки деревянных деталей, следует хотя бы в общих чертах представлять устройство ручного фрезера и критерии его оценки при покупке. Подробнее об этих вопросах читайте в специальной публикации нашего портала «Какой ручной фрезер по дереву выбрать».
 Выбор ручного фрезера – задача ответственная!
Выбор ручного фрезера – задача ответственная!Различия по принципу строения режущей части
Даже если пока отставить в сторону конфигурацию режущей головки, можно заметить возможные отличия по самому принципу конструкции.
Цены на набор фрез «FIT»
набор фрез «FIT»
- Наиболее распространенными являются сборные фрезы. Суть их конструкции заключается в том, что в процессе производства вначале изготавливается болванка фрезы с хвостовиком. А затем в нужных местах к ней крепятся металлические режущие кромки. Соединение производится по технологии пайки с использованием специальных тугоплавких припоев.
 Хорошо заметно, что режущие кромки напаяны на головки фрез
Хорошо заметно, что режущие кромки напаяны на головки фрезТакая технология хорошо освоена, и поэтому подобные фрезы встречаются чаще всего. Правда, иногда именно узел паяного соединения становится «слабым звеном» — это случается на недорогих моделях или на фрезах и вовсе не известного происхождения. За качество пайки кромок у моделей ведущих брендов обычно переживать не приходится.
- В последнее время набирают популярность фрезы со сменными лезвиями. Режущая кромка у них крепится на болванке одним или несколькими винтами.
 Примеры фрез по дереву со сменными ножами
Примеры фрез по дереву со сменными ножамиТакие лезвия при необходимости несложно демонтировать, чтобы выполнить заточку или сменить на новые. Стоимость новых, безусловно, в любом случае будет ниже стоимости целой фрезы аналогичного качества. Но до полной замены еще, как говорится, «дожить надо». Дело в том, что такие лезвия, как правило, имеют двухстороннюю заточку, а некоторые (как, например, показано на иллюстрации выше в левом ее фрагменте) — даже четырёхстороннюю. То есть если режущие кромки притупились, можно пока не тратить время на их заточку, а просто, сняв крепежные винты, перевернуть лезвия другой стороной наружу и продолжать работу.
Безусловно, стоимость подобных фрез довольно большая, но это вполне оправдывается удобством и длительным сроком их эксплуатации. Поэтому все большее количество мастеров профессионального класса переходит именно на такую оснастку.
- Третий тип – это монолитные фрезы. У них режущая кромка сформирована отточенными выступами на самой болванке, примерно так, как это делается на обычных сверлах.
 Фрезы монолитного типа
Фрезы монолитного типаУ таких фрез практически полностью исключается вероятность отрыва режущей кромки от «тела», что, конечно, является неоспоримым достоинством. Однако, такие лезвия сложнее затачивать, а кроме того, по мере заточки их геометрия постепенно изменяется, что сокращает срок эксплуатации. И приходится выбрасывать всю фрезу полностью.
- Отдельно можно выделить насадные (или наборные) фрезы. У них режущие детали не соединяются намертво с хвостовиком – предоставляется возможность их снять и установить в необходимой последовательности, с чередованием разделительных шайб, муфт или подшипников. Тем самым изменяется и «геометрия» обработки деревянной детали или количество и взаимное расположение одновременно выбираемых пазов.
 Пример насадной фрезы – можно выбрать одну режущую головку или же поставить несколько, варьируя расстояние между ними с помощью входящих в комплект муфт
Пример насадной фрезы – можно выбрать одну режущую головку или же поставить несколько, варьируя расстояние между ними с помощью входящих в комплект муфтВпрочем, это уже в большей степени оснастка для мастеров-профессионалов. Новичку же будет благоразумнее начинать освоение технологии фрезерования с обычных наиболее распространённых сборных фрез с напаянной режущей кромкой.
Различия по материалу и способу заточки режущей кромки
При выборе фрез обращают внимание и на материал самой режущей кромки. Здесь можно встретить два основных варианта.
- Лезвия из быстрорежущей стали, обычно обозначаются аббревиатурой HSS (от английского «High Speed Steel» – дословно «высоко-скоростная сталь»). Это – отличное решение для обработки мягких пород дерева. Как уже понятно даже из названия, такие фрезы обычно используются на высоких оборотах фрезера – именно в таких условиях они показывают свои преимущества, давая очень чистую обработку.
Правда, и затупить подобные кромки – много труда не надо. При встрече с твердой средой они быстро перегреваются, утрачивают свои качества и требуют правки.
- Если же предстоит обрабатывать древесину твердых пород или плотные композитные материалы на ее основе, то предпочтение следует отдавать фрезам с твердосплавными напайками. Принятое обозначение такой оснастки – НМ. В качестве материала для кромок чащ всего используется карбид вольфрама, известный своей прочностью. Но это не означает, что такие фрезы – вечные. Нет, и они тупятся, и так же требуют периодической правки. Просто с их помощью вполне можно обрабатывать очень плотную древесину, но уже на более низких оборотах фрезера.
А вот для мягких пород это, пожалуй, и не самый лучший вариант, так как, по идее, идеальной чистоты обработки с ними добиться бывает довольно сложно. Впрочем, во многом это зависит от качества режущих кромок – в этом вопросе тоже немалый разброс. Твердые сплавы могут серьезно различаться зернистостью: чем она меньше — тем качественнее и долговечнее получается режущий инструмент. Так что качество поверхности после прохода НМ-кромками изделий ведущих производителей бывает ничуть не хуже, чем после быстрорежущих. И по сути – такие твердосплавные фрезы являются универсальной оснасткой для любых пород древесины.
 На упаковке фрезы обозначено, что режущие кромки – твердосплавные. Кроме того, указана максимально допустимая скорость вращения шпинделя ручного фрезера при работе с такой фрезой.
На упаковке фрезы обозначено, что режущие кромки – твердосплавные. Кроме того, указана максимально допустимая скорость вращения шпинделя ручного фрезера при работе с такой фрезой.Могут быть различия и по конфигурации режущей кромки относительно оси вращения фрезы.
- По большей части встречаются фрезы, у которых режущий край лезвий расположен вертикально или, если это фигурная фреза, в одной плоскости с осью вращения. То есть в боковой проекции все равно становится вертикальным.
 Характерные примеры фрез с вертикальным расположением режущих кромок.
Характерные примеры фрез с вертикальным расположением режущих кромок.Следует заметить, что такие кромки — наиболее непродуктивные и быстро изнашивающиеся. По сути – они работают на скол тонкого слоя древесины, поэтому вскорости на них появляются зазубрины, которые ухудшают качество обработки деталей.
Но зато такие фрезы обладают сравнительно невысокой стоимостью, и проще других поддаются правке и заточке (до определенных пределов, конечно).
Цены на набор фрез «Зубр»
набор фрез «Зубр»
- Более совершенными являются фрезы, режущие кромки у которых расположены под углом к оси вращения. Они уже по большей части работают именно как ножи, обеспечивают не скол, а аккуратный срез волокон древесины и, соответственно, повышенное качество обработки заготовок.
 Фрезы с наклонно расположенными режущими кромками
Фрезы с наклонно расположенными режущими кромкамиТакие фрезы, безусловно, стоят дороже, но и «моторесурс» у качественных изделий подобного типа уже значительно больше. То есть требовать заточки или даже полной замены лезвие будет реже.
- Режущая кромка может иметь и спиральную конфигурацию, так, как это обычно делается на обычных сверлах. Но, в отличие от них, рабочей частью фрезы является не только торцевая заточка, но и вся кромка на ее протяжении снизу доверху.
 Фрезы со спиральной режущей кромкой.
Фрезы со спиральной режущей кромкой.Может иметься разница и по типу заточки режущей кромки – применяется прямая угловая, трапециевидная или радиальная заточки. Но в эти «дебри» новичку пока еще лезть рано, и понимание такого вопроса приходит лишь с достаточным опытом работы по фрезерованию, при выходе на качественно другой уровень мастерства.
Типы фрез по способу обработки материала
Переходим, наконец, к рассмотрению разнообразия фрез, позволяющего подобрать оснастку для тех или иных видов работ с деревянными заготовками.
Концевые фрезы
Такие фрезы можно, в принципе, отнести и просто к пазовым, но их выделяют на общем фоне за схожесть с обычным сверлом. По сути, о них только что рассказывалось, когда речь шла об оснастке со спиральным расположением режущих кромок. И иллюстрация, хорошо показывающая строение таких фрез, уже размещена выше.
Концевые фрезы имеют отличающуюся от обычного сверла заточку торцевой части, но это не мешает им хорошо вертикально погружаться в обрабатываемый материал. А отверстие, получаемое с их помощью, получает практически ровное дно.
 Пример концевых фрез и их возможностей
Пример концевых фрез и их возможностейНо сверление отверстий – это всего лишь одна из функций концевых фрез, обладающих немалой универсальностью. Спиральные кромки обеспечивают качественную выборку материала и при горизонтальном перемещении инструмента. В итоге это позволяет вырезать пазы, например, под установку замков, под пазо-шиповое соединение деталей, выбирать четверти, производить обработку торцов заготовок и т.п.
Одним словом, концевые фрезы в умелых руках становятся вполне многофункциональной оснасткой. Кстати, многие из них нередко применяются, в отсутствие ручного фрезера, и с электрической дрелью – например, при вырезании пазов под замки.
С некоторой долей условности к концевым относят и так называемые бор-фрезы, которые часто именуют шарошками. Это – довольно своеобразная оснастка, резко отличающаяся внешне от других насадок.
 Бор-фрезы или шарошки
Бор-фрезы или шарошкиС помощью шарошечных фрез можно придавать отверстиям или краям вырезанных пазов определенную конфигурацию, проводить их доводку. Используют их и для декоративного оформления плоскостей – для своеобразной «гравировке» по древесине.
Пазовые фрезы
Функциональность понятна из названия. Такими фрезами обычно выбираются пазы различного предназначения, как для создания соединительных узлов деталей, так и для, например, декоративного оформления изделий.
Пазы могут выбираться как от края детали к ее середине, так и в любом месте на плоскости – заточка большинства пазовых фрез позволяет проводить вертикальное погружение режущей части в материал (хотя, в отличие от концевых, эта функция не является превалирующей).
Всю многочисленную группу пазовых фрез можно разделить на несколько подгрупп
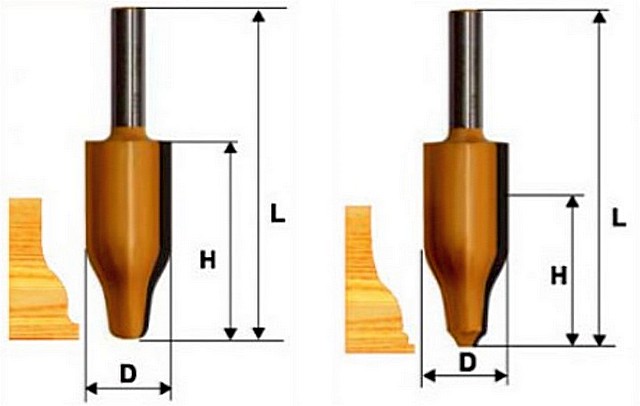
Пазовые прямые, галтельные и галтельные V-образные
 | Одна из простейших фрез – пазовая прямая. Нередко в обиходе ее именуют «пальчиковой». По выборке схожа с погружными концевыми фрезами цилиндрической формы. После прохода образует паз установленной ширины с перпендикулярным расположением стенок и дна. Может различаться шириной выбираемого паза и глубиной выборки (длиной рабочей части фрезы). При необходимости ширину паза можно увеличивать дополнительными проходами со смещением инструмента на нужное расстояние. |
 | Пазовая галтельная фреза выбирает канавку с округлым дном (галтель). В зависимости от глубины погружения, стенки паза могут представлять собой дугу вплоть до 180 градусов, либо вначале иметь перпендикулярный поверхности участок с последующим закруглением. Фреза часто используется для декоративного оформления изделий. |
 | Галтельная V-образная. В отличие от обычной галтельной, имеет заострённый наконечник и выбирает паз с направленным вниз углом, по типу латинской буквы V. По применению схожа с рассмотренной выше. Ширина паза и величина угла в вершине может быть различной. |
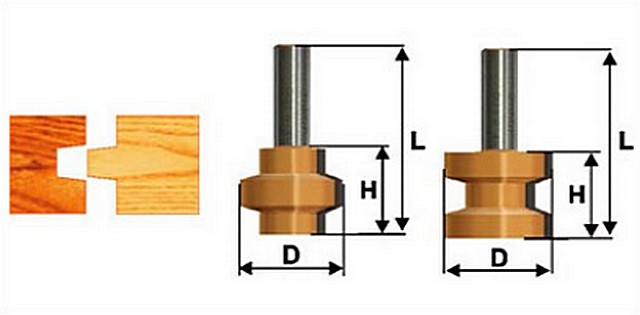
Пазовые конструкционные
 | Фреза для выборки паза типа «ласточкин хвост» — одного из самых надежных соединений деревянных деталей. |
 | Фреза для выборки Т-образного паза, нередко применяемого в том числе и в качестве направляющей для перемещения подвижных деталей. Может также использоваться для вырезки срытых петель для навешивания изделий на стену. |
 | Фреза, схожая с предыдущей, но выбирающая скрытый паз трапециевидной формы. |
Пазовые фасонные
Эти фрезы представлены в большом разнообразии – они позволяют выбирать разы сложной симметричной формы. Кроме того, ими можно при необходимости проводить и обработку торцевых кромок заготовки.
Очень часто, если эти фрезы используются для декорирования поверхностей, то их пускают в ход после прохода прямой пазовой фрезой. Так как иначе на режущие кромки выпадает слишком высокая нагрузка, приводящая к быстрому выходу из строя.
Образцы распространенных фасонных фазовых фрез показаны в таблице:
Кромочные фрезы
Это – очень многочисленная группа, которую тоже можно с некоторой долей условности разделить на несколько подгрупп. Отличительная черта большинство кромочных фрез – наличие опорных подшипников. Это позволяет производить обработку торцевых сторон заготовок не только с и использованием направляющих фрезерного стола, но и с применением шаблонов, в том числе – сложной криволинейной формы.
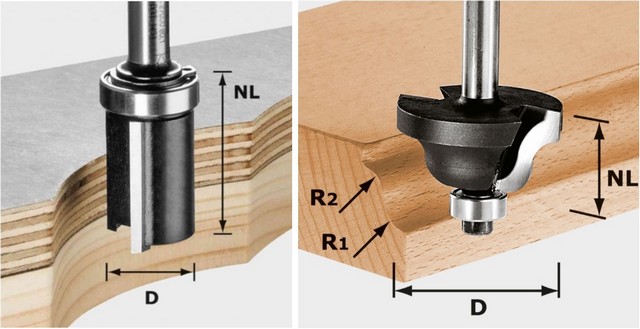
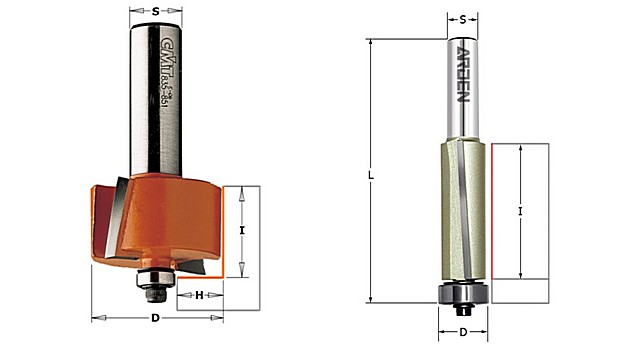
Кромочные прямые
Фрезы предназначены для получения ровных кромок, перпендикулярных плоскостям заготовки. Опорный подшипник может располагаться снизу или сверху. Диаметр подшипника бывает равным диаметру фрезы, но применяются и другие, большего или меньшего размера, что даже несколько расширяет возможности оснастки, например, для пропорционального увеличения или уменьшения деталей относительно шаблона.
Кромочные калевочные
Фрезы позволяют придать торцевым сторонам заготовки выпуклую или, наоборот, вогнутую округлую или волнистую форму различной конфигурации. Широко используются для чистовой обработки заготовок для придания им декоративных качеств. Могут применяться и для созданий сложных художественных орнаментов.
К кромочным калевочным можно отнести и фрезу, скругляющую торец заготовки с обеих сторон за один проход, например, при изготовлении столешницы. В таких фрезах часто предусматривается возможность изменения расстояния между верхней и нижней режущими кромками, расположенными симметрично.
Цены на набор фрез «STAYER»
набор фрез «STAYER»
 Фреза кромочная калевочная составная (насадная) – мастеру предоставляется возможность изменения расстояния между режущими кромками в зависимости от толщины заготовки.
Фреза кромочная калевочная составная (насадная) – мастеру предоставляется возможность изменения расстояния между режущими кромками в зависимости от толщины заготовки.Кромочные фальцевые фрезы
Предназначены для выборки прямоугольных пазов по торцам заготовки или для вырезания четверти. Если применяется два прохода, то есть с обеих сторон заготовки, то таким образом формируется прямой шип.
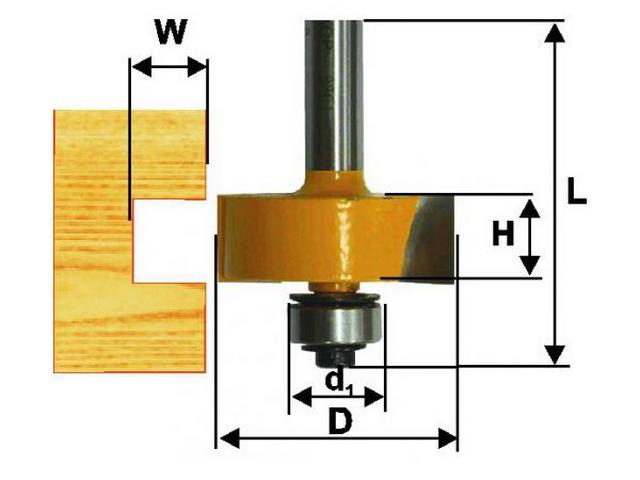 Фальцевая кромочная фреза
Фальцевая кромочная фрезаНередко подобные фрезы комплектуются целым набором опорных подшипников различного диаметра. Это существенно упрощает выборку пазов разной глубины.
Кромочные полустержневые
Обработкой такой фрезой на торце заготовки формируется полукруглый профиль. Но этим ее применение не ограничивается. Например, при ее использовании в совокупности галтельной фрезой можно создать шарнирное соединение деталей. Кроме того. Двойной проход с обеих сторон узкой заготовки позволяет сформировать деревянный стержень.
Кромочные галтельные
Формируют на торце заготовки паз округлой формы (галтель) или скруглённые внутрь фаски. Как уже говорилось, при совместном использовании с полустержневыми фрезами такого же диаметра предоставляют возможность создания шарнирных соединений.
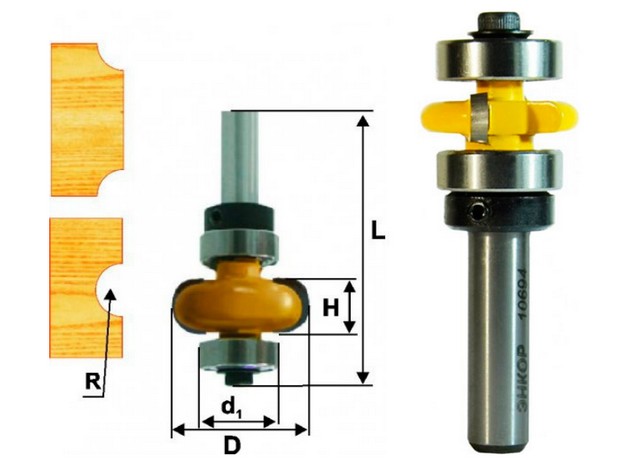 Торцевая галтельная фреза часто комплектуется двумя опорными подшипниками, расположенными сверху и снизу. Так удается избежать перекосов при выборке паза.
Торцевая галтельная фреза часто комплектуется двумя опорными подшипниками, расположенными сверху и снизу. Так удается избежать перекосов при выборке паза.Кромочные конусные фрезы
Понятно из названия, что при вращении фрезы ее режущие кромки описывают конус, а иногда – даже два со встречным или расходящимся углом. Такая обработка часто используется для точной подгонки деталей при их сплачивании в панель большой площади. Может применяться и для формирования фасок или выемок нестандартной формы. Угол наклона лезвий может быть разным.
Кромочные фигурные
Это – самая многочисленная подгруппа из числа кромочных фрез. Такая оснастка открывает широкие возможности придания торцам заготовок самых разнообразных, в том числе – и довольно замысловатых конфигураций.
Такие фрезы обычно немаленькие по размерам, весьма тяжеловесные, и не любой ручной фрезер «потянет» работу с ними. Они рассчитаны на оборудование профессионального класса мощностью не менее полутора киловатт.
Проводить выборку можно по всей плоскости заготовки, то есть используя всю длину везущей кромки фрезы, либо задействую только определенные участки оснастки. Это еще больше расширяет возможности, поэтому, неверное, подобные фрезы еще часто именуют мультипрофильными.
Разнообразие их – очень широко, и в таблице ниже представлены для примера далеко не все модели.
Комбинированные фрезы
Предназначение комбинированных фрез – формирование «замковых» профилей для соединения деревянных деталей. Например, это монтаж рамок при соединении заготовок по углам, или же склеивание щитов из отдельных досок (ламелей) – в этом случае замковые профили нарезаются по все длине торцевой части. Подобный подход позволяет очень точно подогнать детали одна к другой, а также значительно увеличить площадь контакта, что чрезвычайно важно для качественного склеивания.
Некоторые фрезы из этой группы применяются для создания пазо-шиповых разборных соединений, например, для вагонки или шпунтованной доски.
Здесь тоже можно выделить несколько подгрупп.
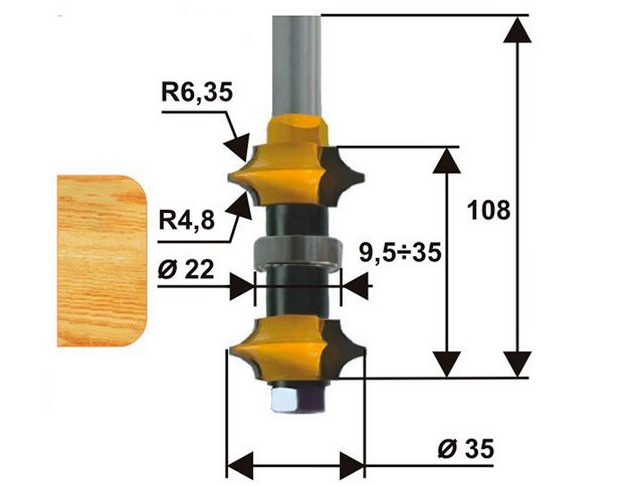
Пазо-шиповые фрезы
Про предназначение говорит уже само название.
Это может быть комплект из двух фрез, каждая их которых «ответственна» за свой участок – одна создает паз на одной стороне доски, вторая – шип на противоположной. Такое использование позволяет обойтись без точной подгонки, так как фрезы в комплекте уже идеально совмещены по «взаимной геометрии».
 Комплект из двух фрез, предназначенный для создания пазо-шипового замкового соединения. Удобно, например, быстро заготавливать шпунтованные доски.
Комплект из двух фрез, предназначенный для создания пазо-шипового замкового соединения. Удобно, например, быстро заготавливать шпунтованные доски.Другой вариант: наборная, насадная фреза, которая в одном положении будет выбирать паз, а в другом, с установкой двух режущих головок – формировать шип.
 А эту фрезу можно «перенабрать» или для нарезки шипов, или для выборки пазов.
А эту фрезу можно «перенабрать» или для нарезки шипов, или для выборки пазов.Еще одним представителем этой подгруппы может считаться набор из двух фрез для заготовки вагонки. При проходе режущие кромки не только формируют пазы и шипы, но одновременно еще и снимают фаски, характерные именно для вагонки.
 Комплект фрез для самостоятельного изготовления вагонки
Комплект фрез для самостоятельного изготовления вагонкиКомбинированные рамочные фрезы
Как правило, это насадные (наборные) фрезы, предоставляющие мастеру возможность изменять взаимное расположение режущих кромок и расстояние между ними. Нередко это даже комплект из двух фрез подобного типа.
Кстати, переборка таких фрез может осуществляться даже без вытаскивания хвостовика из цанги фрезера – это позволяет не сбивать выставленное положение. Достаточно открутить стопорный винт и изменить расстановку режущих головок, разделительных муфт, подшипников, а затем зафиксировать сборку винтом.
Несколько примеров рамочных комбинированных фрез – в таблице ниже:
Комбинированные универсальные фрезы
Еще одна подгруппа пазо-шиповых комбинированных фрез, оригинальных по конструкции и очень удобных в работе. Дело в том, что меняя положения фрезы можно одним проходом формировать кромки, строго обратно-симметричные друг к другу. То есть при повороте деталей на 180 градусов они идеально стыкуются кромками, становясь полностью готовыми к сборке в единую конструкцию.
Несколько характерных примеров таких универсальных фрез и кромок, ими создаваемых – в таблице ниже:
На иллюстрации ниже показан принцип использования одной из таких универсальных комбинированных фрез.
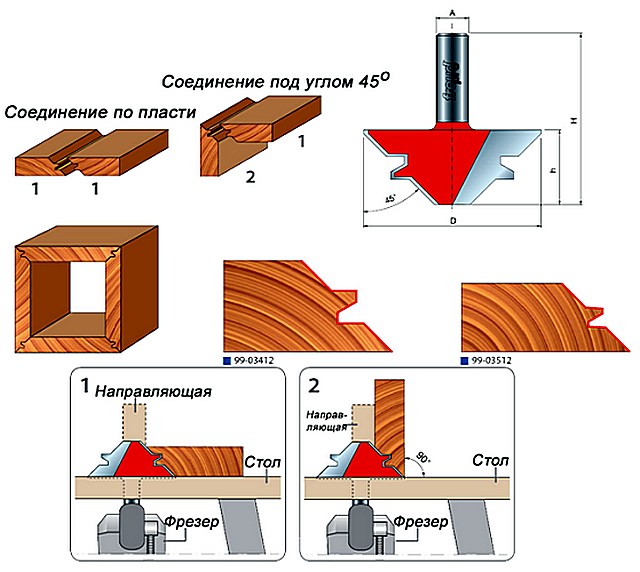 Обработка кромок такой универсальной фрезой позволяет выполнять и рамочное соединение (под углом в 90 градусов)
Обработка кромок такой универсальной фрезой позволяет выполнять и рамочное соединение (под углом в 90 градусов)Фигирейные фрезы
Фигирейные фрезы применяются обычно для изготовления крупных деталей, требующих или точной подгонки для сборки, или (и) сложной внешней конфигурации. Характерные примеры – филенки для дверей или мебели, деревянные плинтусы, декоративные планки и другие подобные детали интерьера.
Как правило, фрезы имеют весьма внушительные размеры и массу, поэтому использовать их следует только с мощными фрезерами, не менее 1500 Вт.
Фигирейные горизонтальные фрезы
Предназначены для формирования края филенки. Следует сразу оговориться, что за один проход кромка филенки не получается – требуется дополнительная обработка шипа с противоположной стороны.
Несколько примеров – в таблице:
Фигирейные двухсторонние горизонтальные
Это обычно насадные фрезы, которые позволяют одним проходом и формировать лицевую сторону филенки, и вырезать шип для вставки пазы рамы. Стоимость, безусловно, выше, но и производительно тоже вдвое возрастает.
Фигерейные вертикальные фрезы
Как понятно уже, наверное, по иллюстрации, эти фрезы служат для формирования плинтусов. Впрочем, и у них есть определенная универсальность – если варьировать область контакта фрезы с деревянной заготовкой.
 Основное предназначение вертикальный фигирейных фрез – изготовление плинтусов.
Основное предназначение вертикальный фигирейных фрез – изготовление плинтусов.* * * * * * *
Выше были рассмотрены далеко не все типы и профили представленных в продаже фрез. А если присовокупить к этому то обстоятельство, что показанная оснастка выпускается еще и в различных размерных сочетаниях, то представить можно представить, насколько широк может оказаться ассортимент.
Рассказать обо всех тонкостях выбора фрез сложно, так как многие критерии для начинающего мастера будут просто недостаточно понятны. Можно лишь порекомендовать начинать свои «творческие поиски» с недорогих моделей, так как с большой долей вероятности первые фрезы будут «убиваться» по неопытности очень быстро.
Кстати, в настоящей публикации в основном показаны фрезы довольно популярного производителя – российской компании «Энкор», которые как раз подойдут для начинающих. У этих фрез весьма приемлемое качество (хотя и не дотягивающее до наиболее именитых брендов) и вполне умеренная цена.
Затем, когда наберется опыт, когда будут учтены первично допущенные ошибки, придёт уверенность в движениях и желание максимально повысить качество обработки деталей, можно буде перейти на более дорогие образцы.
В вопросах выбора фрез для начинающих может оказаться очень полезной подборка видео, снятая опытным специалистов в области обработки древесины.
Видео: Рекомендации новичкам по выбору фрез
Видео: Пазовые фрезы — назначение и советы по выбору
Видео: Кромочные копировальные фрезы и дополнительная оснастка к ним
виды для фрезерного станка и для ручного фрезера, набор фрез на дрель, Т-образная и отрезная, круглая и другие фрезы
Фрезерные устройства активно используются в ходе осуществления ремонтных и строительных работ. При этом для того чтобы данный агрегат эффективно выполнял свое назначение, он должен быть оснащен качественными рабочими инструментами – фрезами. Сегодня мы подробнее поговорим об этих функциональных деталях.
Особенности
Прежде чем изучать особенности и отличительные характеристики данного рабочего элемента, важно определиться с исходным термином. Так, фреза по металлу для фрезерного станка – это режущий инструмент, в конструкцию которого входит большое количество лезвий.
К основным конструкционным элементам фрезы стоит отнести рабочую часть, хвостовик, который обычно закрепляется в шпинделе или цанге, и шейку. Существующие на современном строительном рынке фрезы для обработки металла классифицируются в зависимости от ключевых параметров (например, размера, материала изготовления, типа крепления и других).
Традиционно фрезы по металлу изготавливаются из стальных материалов углеродистого, легированного или быстрорежущего типа.
Виды
Дисковые
К важнейшей отличительной характеристике дисковых фрез можно в первую очередь отнести то, что их диаметр обычно превышает показатель толщины в несколько раз. В ходе производства фрез их изготавливают цельными, при этом в качестве исходного материала используют специальную инструментальную сталь, которая проходит предварительную процедуру упрочнения и нормализации.
Дисковые фрезы подразделяются на два отдельных вида: отрезные и прорезные.
Торцевые
Описывая торцевые фрезы, следует сказать о том, что они чаще всего используются для осуществления предварительной обработки заготовки какого-либо изделия. При этом детали характеризуются довольно высоким уровнем производительности.
Этот эффект возможен благодаря наличию двух специально предназначенных режущих кромок: одна из них является торцевой, а другая – боковой.
Цилиндрические
Как можно догадаться по названию, данный вид фрез имеет форму цилиндра, соответственно, их высота превышает диаметр. Расположение режущих кромок цилиндрических устройств довольно необычно – они расположены по спирали. В качестве материала изготовления традиционно используют инструментальную сталь (особенно это касается именно рабочей части детали). Заточка изготавливается затыловкой, а крепление осуществляется на оправку. При помощи данной детали обычно осуществляют чистовую обработку.
Угловые
По форме угловые фрезы представляют собой усеченный конус с широким основанием и вершиной в сторону хвостовика. Такие детали используют для того, чтобы снимать фаски и осуществлять обработку краев. Режущая кромка, которая является важнейшей деталью, находится на боковой части.
Что касается типа сборки, то данная деталь может быть как цельной, так и сборной.
Концевые
Как и некоторые другие виды фрез, детали концевого типа по своей форме являются цилиндрическими. Причем в конструкцию элемента также входит основная режущая плоскость. Она структурно является торцевой частью цилиндра и поддерживается боковыми сторонами, которые функционально являются вспомогательными. Концевые устройства обычно используют для того, чтобы осуществлять процедуру зачистки поверхности в выборках и пазах.
Фасонные
Фасонные фрезы представляют собой детали, которые обладают режущими кромками фигурного типа.
Они обязательно должны повторять форму паза.
Червячные (или «летучка»)
Элементы червячного типа являются составными по своей конструкции. Чаще всего детали используются в процессе нарезки зубчатых колес и шестерен. Что касается конструкции и строения данного элемента, то важно отметить тот факт, что сам корпус является цилиндрическим.
Корончатые
Корончатые фрезы также часто называют кольцевыми. Они являются полыми и имеют цилиндрическую форму. Процедура заточки осуществляется по торцу, при этом применяются нити спиральных режущих кромок.
Шпоночные
У шпоночных фрез заточены боковые режущие кромки. При этом их заточка должна осуществляться таким образом, чтобы соответствовать размеру ширины выборки.
Фреза может использоваться как сверло, при этом углубляясь на необходимую глубину (особенно это актуально в начале работы).
Конические (или «кукуруза»)
Сферические
Фрезы сферической формы активно применяют в процессе создания канавок полукруглой формы. Такие детали могут быть как цельными, так и составными.
При этом непосредственная заточка элемента осуществляется по контуру.
Под Т-образные выемки
Если говорить о строении таких фрез, то важно отметить, что режущие кромки данного элемента располагаются по бокам и на торцах нижней широкой части инструмента. При этом в обязательном порядке радиус фрезы под Т-образную выемку должен совпадать с шириной паза.
Сборные (или наборные)
Такие фрезы отличаются высоким уровнем практичности и пользуются востребованностью среди пользователей.
Таким образом, благодаря такому широкому разнообразию, каждый пользователь сможет выбрать для себя такой элемент, который будет максимально соответствовать его потребностям и нуждам.
Типы по числу заходов
В зависимости от числа заходов фрезы подразделяются на несколько разновидностей:
-
однозаходные;
-
двухзаходные;
-
четырехзаходные;
-
другие (3, 5 или 6 режущих элементов).
На этот параметр важно обращать свое внимание в ходе выбора и покупки изделий, так как он является одним из решающих.
Классификация по способу удаления стружки
В зависимости от способа удаления стружки различают два типа фрез: верхний и нижний.
-
Верхний тип удаления стружки характерен для фрез концевого типа. При этом данные рабочие элементы являются завитыми. В процессе вращения фрезы разрезают рабочую кромку снизу вверх, соответственно, и стружка выходит в направлении вверх. К негативным характеристикам данного типа устройства можно отнести тот факт, что пользователю приходится регулярно убирать стружку, так как она накапливается на поверхности детали и мешает обзору.
- Нижний тип фрез также называют компрессионным. Это связано с тем, что деталь обладает обратным типом завивки. Соответственно, в ходе производственного процесса рабочая кромка разрезает материал сверху вниз, прижимая заготовку основания. Стружка из зоны резания направляется вниз. К положительным характеристикам данного типа элемента можно отнести тот факт, что стружка удаляется сразу под деталь и не попадает в непосредственную зону резания. Кроме того, отходный материал довольно просто убирать, приводя в порядок рабочее место.
Производители
Производством фрез по металлу занимается большое количество как отечественных, так и зарубежных компаний. Рассмотрим несколько популярных производителей.
-
В Российской Федерации лидером рынка по производству фрез, предназначенных для работы по металлу, является Всероссийский научно-исследовательский институт инструмента, который располагается в Москве. Важно отметить тот факт, что большинство российских компаний осуществляют производство фрез по относительно устаревшим технологиям, однако высоким качеством отличается материал изготовления отечественной продукции.
- Bosch – это европейская компания, которая занимается производством не только фрез, но и большого количества других изделий. Бренд является одним из мировых лидеров и использует исключительно новые технологические и научные разработки.
-
На американском рынке особенного уважения и внимания заслуживает бренд JET. Эта компания является одной из старейших и производит свои товары исключительно из высококачественных материалов.
Приобретая фрезы по металлу, следует ориентироваться именно на производителей, которые были описаны выше.
Таким образом вы можете быть уверены в том, что купите изделия, которые будут соответствовать всем международным и государственными стандартам, а также обладать высоким качеством и длительным сроком службы.
Как выбрать?
Выбор и приобретение фрез для работы по металлу – это довольно сложный и длительный процесс. При этом пользователь должен учитывать несколько ключевых факторов. Рассмотрим подробнее основные из них.
-
Для начала нужно определиться с назначением приобретаемого вами устройства. Например, вы можете приобретать детали для металлообработки, для снятия фаски, для ручного фрезера, для обработки, для сверления отверстий, для дремеля, на дрель. Для каждого из этих процессов понадобятся различные типы устройств.
-
Сегодня на строительном рынке для приобретения доступны как одиночные фрезы, так и полноценные наборы таких деталей. Очевидно, что набор будет значительно дороже по стоимости, но, с другой стороны, вам не придется заботиться о приобретении нескольких фрез.
-
С помощью фрез можно осуществлять разнообразные типы работы: грубая обдирка заготовки, чистовая обработка по плоскости, создание канавок, обработка углов и кромок, выборка шпоночных пазов и многое другое. Так, в зависимости от конкретного случая вам может понадобиться угловая, фигурная, шпоночная или фреза другого типа.
-
В связи с широкой распространенностью фрез и востребованностью данных деталей среди пользователей производством, выпуском и продажей таких деталей занимается большое количество компаний (как отечественных и зарубежных). Соответственно, при покупке у пользователя может возникнуть большое количество трудностей, связанных с выбором. В любом случае следует отдавать предпочтение только той продукции, которая была изготовлена проверенным производителем, пользующемся доверием и любовью покупателей.
-
В процессе приобретения фрез обязательно убедитесь в том, что рабочий элемент хорошо сочетается с фрезерным устройством, которое уже у вас есть. В противном случае вы просто зря потратите свои средства.
-
Прежде чем приобретать ту или иную модель фрезы по металлу, нужно изучить отзывы потребителей. Таким образом вы сможете убедиться в том, насколько заявленные производителем характеристики соответствуют реальному положению дел.
При учете всех вышеописанных характеристик вы сможете приобрести фрезу, которая будет отличаться высоким качеством, отличной функциональностью, а также прослужит вам длительный промежуток времени.
Правила использования и хранения
Важно не только правильно выбрать подходящий вам тип фрезы по металлу (при этом обязательно учитывать все характеристики и принципы выбора, описанные выше), но и правильно использовать деталь, а также хранить ее с учетом всех рекомендаций. Рассмотрим несколько советов специалистов.
-
В первую очередь необходимо помнить о том, что разрешено использование фрезы исключительно по ее назначению. Не применяйте детали по вашему усмотрению – это может привести не только к поломке самого инструмента или его комплектующих, но также и к травмам.
-
Традиционно при покупке фрезы вы получите стандартную комплектацию, в которую также входит и инструкция по эксплуатации для пользователя. Обязательно ознакомьтесь со всеми советами и рекомендациями производителя, и только после этого приступайте к использованию детали.
-
Перед тем как отправлять фрезы на хранение, их в обязательном порядке нужно почистить и смазать. Благодаря этому вы продлите срок службы ваших изделий, соответственно, значительно сэкономите свой бюджет, так как не придется покупать новые взамен испорченных.
-
Ни в коем случае нельзя хранить фрезы навалом – их обязательно следует аккуратно расставлять (например, на специально предназначенных подставках). При желании предметы также можно рассортировать по размеру (это значительно облегчит процесс поиска необходимой вам детали).
-
Если вы заметили, что фреза начала приходить в негодность, то ее нужно немедленно заменить. Категорически запрещается эксплуатировать дефектный элемент – это может привести к поломке инструмента и даже к травмам пользователя.
-
Обязательным является соблюдение правил техники безопасности. Например, для подстраховки рекомендуется использовать средства индивидуальной защиты: например, перчатки и очки.
Фрезы по металлу – это устройства, которые являются незаменимыми в процессе осуществления большого разнообразия строительных и ремонтных работ.
Следует максимально внимательно подходить к выбору данных рабочих деталей, а также соблюдать все правила и рекомендации по их использованию и хранению, чтобы продлить срок службы приобретенных вами изделий.
Виды фрез по дереву для ручного фрезера
Фрезеровка предоставляет практически неограниченные возможности по обработке заготовок. Формирование кромок, пазов и канавок различной глубины и формы – для каждой операции есть свои виды фрез по дереву для ручного фрезера, позволяющие выполнять работу максимально эффективно. Какие бывают фрезы по размерам, форме, конструкции и типам лезвий – вся нужная информация в одном обзоре.
Разновидности диаметра хвостовика
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах. Это зависит от того какие в комплекте с фрезером идут цанги — втулки, в которых зажимается хвостовик:
- Если они измеряются в миллиметрах, то самые распространённые это на 6, 8 и 12 мм.
- Когда размер указывается в дюймах, то обычно выбирать приходится только из двух из них – это четверть и половина дюйма.
Это важно! При переводе дюймов в единицы СИ получается 6,35 и 12,7 мм, но, несмотря на столь незначительную разницу, миллиметровый хвостовик не совместим с дюймовой цангой и наоборот. Вал фрезерной машины вращается со скоростью до 25000 оборотов в минуту, поэтому малейшие несоответствия повлекут за собой в лучшем случае порчу инструмента.
Типы конструкции фрез
В зависимости от стоимости и назначения, они выпускаются в следующих конструкционных модификациях:
Сборные
В основе такой стальная болванка необходимой формы, к которой приварены режущие кромки. Благодаря простоте изготовления, таких моделей на рынке большинство.
Со сменными режущими кромками
Отличаются большим сроком службы, так как ножи для них делают двусторонними – когда лезвие затупилось, его переворачивают.
Монолитные
Режущие кромки выточены прямо в основании – при работе с таким инструментов пропадает даже гипотетическая возможность, что нож отломается, но после нескольких заточек фрезу придется менять.
Типы лезвий фрез
Фрезы бывают с вертикальным, наклонным или спиральным расположением лезвий. Если они прямые, то кусочки дерева будут срублены с заготовки, а наклонные их срезают, что уменьшает вероятность возникновения сколов и увеличивает общее качество фрезеровки.
По материалу и характеристикам лезвия выпускаются двух типов:
- HM – быстрорежущие. Используются для обработки мягких пород дерева или алюминия.
- HSS – твердосплавные. Предназначены для твердых материалов, поэтому у таких режущих кромок лучше температурный коэффициент и прочие характеристики, что также отражается на их цене.
Кроме лезвий, в зависимости от того, в каком месте и какой формы нужно получить выемку в заготовке, используются соответствующие типы фрез для ручного фрезера по дереву.
Фрезы пазовые
Предназначены для выборки паза необходимой ширины и глубины в середине детали или от ее края и к центру. Чаще всего применяется при создании соединения типа шип-паз. При необходимости, если позволяет конструкция упора фрезерной машины, то ширина паза может регулироваться без замены фрезы на бо́льшую по диаметру.
Пазовые прямые
Простейший инструмент цилиндрической формы, после использования которого в заготовке остается прямоугольный в сечении паз. Преимущественно используется с погружными фрезеровальными машинами, хотя возможно и применение их с другими моделями.
Пазовые галтельные
Их режущая головка имеет закругленную форму, благодаря чему в разрезе паз напоминает литеру «U» — в зависимости от глубины реза стенки закругляются сразу же от поверхности заготовки или сначала некоторое время идут от нее под прямым углом.
Пазовые галтельные V образные
Хотя по определению «галтель» это именно полукруглая выемка, к галтельным относится и фреза, дающая в разрезе «V»-образный паз. Если работа предполагает изготовление пазов с разными углами наклона стенок, то надо иметь соответствующий комплект инструментов.
Пазовые конструкционные (Т образные и ласточкин хвост)
В сечении полученные пазы образуют перевернутую букву «Т», основание которой выходит на поверхность или правильную трапецию, большая сторона которой обращена к центру заготовки. Это одно из самых надежных соединений, заготовки задвигаются одна в другую и другим способом разъединить их не получится.
Пазовые фасонные
Наряду с галтельными используется для получения фигурной резьбы и обработки кромок. В сечении пазы напоминают фигурные скобки. Фрезеровать можно как пазы в центре заготовки или снимать кромки с ее краев. Если изготавливается сложный рисунок, то предварительно по его контуру рекомендовано пройти прямой пазовой фрезой – это упростит последующую центровку и уменьшит нагрузку на фрезеровочную машину при применении фасонной фрезы.
Фрезы кромочные
Чаще всего изготавливаются с подшипником, который позволяет обрабатывать кромки и торцы заготовок не только посредством настройки опорного стола, но и по шаблону.
Кромочные прямые
Для получения плоскости торца заготовки, перпендикулярной пласти (верхней части обрабатываемой детали). При наличии на фрезе подшипника можно обрабатывать кромки округлой формы. Сам подшипник может быть настроен заподлицо к режущим лезвиям или иметь больший/меньший диаметр, что расширяет возможности использования оснастки.
Кромочные калевочные
Для получения прямой, дугообразной или волнистой фигурной кромки – в зависимости от используемой части фрезы можно смягчить ребро заготовки, скруглить его (двойные фрезы позволяют делать это за один проход), сделать кромку с фальцем и губкой или получить полустержневой выступ. Широко используются для изготовления орнаментов сложной формы. При выборе двойной фрезы надо обращать внимание на возможность регулировки расстояния между режущими лезвиями.
Кромочная колевочная регулируемая фреза.
Кромочные фальцевые
Используются при необходимости выбрать паз прямоугольной формы или четверть на ровной или изогнутой заготовке. Применяя двойной проход, получают шип нужного размера. Глубина выборки регулируется положением фрезеровочной машины или упорным подшипником.
Кромочные конусные
В зависимости от угла наклона кромки фрезы, они используются для подготовки заготовок перед соединением, получения декоративной фаски или для обработки деталей мебели, которые затем будут соединены в изделия круглой (многоугольной) формы.
Кромочные галтельные
Применяются для получения паза округлой формы на кромке прямой или фигурной заготовки. Для исключения возможности перекоса фрезы, изготавливается с двумя подшипниками. Результат работы получается такой же, как и при использовании пазовых галтельных фрез, но в ряде случаев кромочные применять гораздо удобнее.
Кромочные фигурные
Другое название – мультипрофильные. Так как они достаточно массивные и одновременно работают с большой площадью заготовки, применение таких фрез рекомендуется на фрезеровочных машинах мощностью не меньше чем 1600 Ватт. Для работы используется весь профиль фрезы сразу или в различных комбинациях, что позволяет получать кромку стандартной или заданной мастером формы.
Кромочные полустержневые
Прямое назначение фрезы – обработка кромок заготовок для получения полукруглого выступа. Также есть много дополнительных способов применения – к примеру, если обработать такой фрезой прямоугольную заготовку с двух сторон, то она станет стержнем. Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
Фрезы комбинированные
Применяются для сплачивания и сращивания деревянных заготовок – объединения их по кромке (для угловых соединений) или торцевой части (для получения широкой доски из нескольких мелких). Комбинированные фрезы объединяют в себе пазовые и шиповые, и рассчитаны, чтобы за один проход создавать оба этих элемента. Использование фрезеровки для этой цели увеличивает склеиваемую площадь досок и отшлифовывает поверхности для их максимального прилегания друг к другу.
Комбинированные универсальные
Позволяют получить совмещаемые плоскости с шипом и пазом, расположенными под углом друг к другу. Используется одна и та же фреза для обеих сращиваемых заготовок – так как ее не приходится менять, это ощутимо уменьшает время обработки.
Пазо-шиповые
Используется комплект из двух отдельных фрез – для создания паза в одной заготовке и шипа в другой. Дополнительных промеров и подгонок не потребуется, так как размеры режущих кромок уже рассчитаны при изготовлении инструмента.
Для изготовления вагонки
Используются по тому же принципу, что и пазо-шиповые, но позволяют получить соединение фигурной формы с большей площадью соприкосновения заготовок, что улучшает характеристики изготавливаемой таким способом вагонки.
Комбинированные рамочные
Наборные фрезы, позволяющие в нужном мастеру порядке располагать на оси режущие лезвия. Состоят из основания, режущих лезвий, упорных подшипников (одного или нескольких), стопорной шайбы и гайки-фиксатора. При изменении конфигурации фрезы ее основание не вынимается из цанги фрезеровочной машины, чтобы сохранить ее первоначальную настройку.
Фрезы фигирейные
Основное предназначение – декоративная обработка кромок деталей, предназначенных для создания филенок. Фигирейные фрезы оснащены подшипником, поэтому работать можно с прямоугольными и фигурными заготовками. Так как филенки это обычно крупные детали, то средний диаметр фрез составляет 50-70 мм – для их использования желательно использовать фрезеровальную машину мощностью от 1500 Ватт.
Фигирейные горизонтальные
Используется для частичной обработки филенки. Так как форма фрезы предполагает выборку, начиная от упорного подшипника – это не позволяет сразу же получить шип для вставки филенки в раму. Для его формирования требуется дополнительная обработка кромки.
Фигирейные горизонтальные двухсторонние
Значительно упрощают процесс работы, так как обработку детали можно выполнить за один проход фрезы, формируя одновременно фигурную часть филенки и шип для вырезанного в раме паза.
Фигирейные вертикальные
В первую очередь такие фрезы применяются для изготовления плинтусов различной формы, но на практике их возможности гораздо шире – все зависит от того, как настроить и держать фрезеровочную машину. После обработки на заготовке образуется декоративное обрамление и шиповое соединение.
Это все основные разновидности фрез по дереву для ручного фрезера, но дополнительно надо учитывать, что каждая из них изготавливается в нескольких размерах, так что у профессионального столяра для их хранения должен быть отдельный шкафчик немаленьких размеров.
Использованы фото известного
производителя фрез Энкор.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Все виды фрез по металлу и их назначения
Эта разновидность режущего инструмента представлена в большом ассортименте. С его помощью можно проводить различные технологические операции. Сам процесс заключается в медленной подаче быстровращающейся фрезы в рабочую область. По точности обработки заготовок такая методика лишь не намного хуже наружного протягивания металла.
Разнообразие фрез по металлу позволяет производить выборку материала на самых сложных участках. Главное – определить нужный вид инструмента и способ его подачи (например, винтовой, поступательно-вращательный). Его режущие кромки изготавливаются из особых сортов стали, керамики, твердых сплавов, алмазов и ряда других материалов (кардная проволока и так далее). Рассмотрим основные разновидности фрез по металлу для фрезерного станка и их назначение.

Классификация фрез по металлу
- По расположению режущих частей (зубьев).
- По их заточке.
- По направлению (наклонные, винтовые и так далее).
- По конструкции инструмента (монолитный, сборный, составной).
- По креплению режущих элементов.
- По их материалу.
Поэтому перечислить все разновидности данного инструмента, с учетом специфики его исполнения и особенностей применения, несколько затруднительно.
Виды фрез
Каждая из них используется лишь на определенном технологическом этапе обработки металла, в зависимости от задачи, которую необходимо решить.
Цилиндрические
 Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Изделия с режущими винтовыми частями более универсальные.
Но так как осевые усилия бывают значительными, то их использование ограничивается углом наклона режущей грани (не более 450). Поэтому в подобных ситуациях устанавливаются фрезы цилиндрические сдвоенные. Особенность их исполнения в том, что режущие части в процессе работы «перекрывают» место стыка половинок инструмента.
Дисковые
- Прорезка пазов.
- Выборка металла на узком сегменте.
- Обрезка заготовок.
- Снятие фасок и для других целей.
 Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Разновидности:
- Прорезные.
- Отрезные.
- Пазовые.
- Для резания с двух или трех сторон.
Торцевые
В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности.

Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке.
Червячные
Имеют специфическое применение. Обработка материала производится методом обката.

Особенность – выборка металла происходит в процессе точечного касания фрезы заготовки.
Разновидности
- Левые или правые (в зависимости от направления витков).
- Одно- или многозаходные.
- Сборные или цельные.
- С зубьями шлифованными или нешлифованными.
Концевые
Для обработки пазов, уступов и так далее.

Разновидности
- Хвостовик – конический или цилиндрический.
- Для предварительной (крупные зубья) или финишной (мелкие) обработки материала.
- Монолитные или с напаянными режущими пластинами (коронками).
Обдирочные фрезы предназначены для обработки сплавов, полученных способом литья или ковки.

Шпоночные – разновидности концевых, которыми производится выборка Т-профилей. Оснащены двумя зубьями, один из которых расположен на конце, а другой – на срединной части инструмента. Интервал между ними и определяет параметры зоны выборки металла.

Отрезные
 Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Разновидности
Группируются по размерам зубьев:
- Мелкие.
- Средние.
- Крупные.
Особенности – первые две разновидности режущего инструмента служат для работы с чугуном и сталями, последняя – с легкими сплавами (на основе магния, алюминия и тому подобное).
их классификация, назначение, характеристики, особенности, плюсы и минусы, рекомендации как выбрать подходящий вариант
Ручной фрезер представляет собой станок для обработки деталей из древесины. Он устроен достаточно просто, но, обладая большим набором режущего инструмента, способен выполнять большое количество различных операций. Ручные станки могут стать полноценной заменой стационарным образцам, совмещая функции нескольких разновидностей — пазовальных, копировальных, гравировальных установок.
Компактность, малый вес и прочие достоинства ручных фрезеров сделали их универсальными и востребованными приспособлениями. Сменный режущий инструмент позволяет быстро изменить тип обработки материала. Рассмотрим его внимательнее.
Классификация
 Существуют разные виды фрез по дереву для ручного фрезера
Существуют разные виды фрез по дереву для ручного фрезера
Диаметр хвостовика
 Фрезы различают по диаметру хвостовика
Фрезы различают по диаметру хвостовика
К наиболее распространенным вариантам относят фрезы с хвостовиком на 6, 8 и 12 мм. Импортные модели привязаны к дюйму и чаще всего имеют четверть- или полудюймовый диаметр.
Примечательно, что между собой они никак не совмещаются, установить в миллиметровую цангу дюймовый хвостовик не получится. Учитывая высокие скорости резания, малейшее биение может стать причиной травм или порчи деталей. Поэтому важно использовать только соответствующие друг другу элементы.
Существуют также фрезы с нестандартным диаметром хвостовика, например, 7 мм. Они встречаются реже, но при покупке следует проверять параметры режущего инструмента.
Цанга — не патрон, она не может сжиматься в широких пределах. Высокая прочность зажима и удержания хвостовика требует использования подходящей по размеру оснастки.
Конструкция режущего органа

Существуют разные виды конструкции фрез:
- С жестко установленными кромками
- Со сменными лезвиями
- Монолитные фрезы
Первая группа наиболее многочисленная. Эти фрезы сравнительно дешевы и просты в изготовлении. Для тела инструмента можно использовать более мягкий металл, а лезвия приварить к основе, получая в итоге вполне работоспособную конструкцию.
Мнение эксперта
Кузнецов Василий Степанович
Сменные лезвия прижимаются к основанию резьбовыми фиксаторами. Удобство таких изделий состоит в увеличенном сроке службы — когда рабочая кромка полностью выйдет из строя, лезвие переворачивают и пользуются второй кромкой — сменные лезвия двусторонние. Это удобно и экономично, но требует определенных навыков при установке и настройке кромок.
Монолитные фрезы делаются из одной заготовки. Они обладают повышенной прочностью и надежностью, но способны выдержать лишь несколько процедур заточки. Для того, чтобы увеличить срок службы, их изготавливают из твердых высокоуглеродистых инструментальных марок стали.
Тип лезвий
 С помощью ручного фрезера можно создавать всевозможные профили, выемки или пазы, используя широкий ассортимент насадок
С помощью ручного фрезера можно создавать всевозможные профили, выемки или пазы, используя широкий ассортимент насадок
Существует три основных разновидности формы лезвий:
- Прямые. Во время касания с заготовкой производят действие, аналогичное ножам электрорубанка — срубают некоторое количество материала. Обладают повышенной производительностью, но способны разрушать древесину при движении против волокон;
- Наклонные. Обладают более мягким воздействием на заготовку. Рубящее движение приближено к режущему, что дает возможность более чистой обработки древесины. При этом, производительность несколько снижается;
- Спиральные. Производят наиболее щадящее воздействие на обрабатываемую поверхность. Выполняют только резку, без рубящих элементов в работе. Обеспечивают максимальную чистоту, но минимальную производительность.
Кроме этого, лезвия изготавливают из разных марок стали:
- Быстрорежущие. Обозначаются литерами HM. Применяются для обработки мягкой древесины, реже — для алюминиевых деталей;
- Твердосплавные. Маркируются буквами HSS. Предназначены для работы с твердыми породами дерева. Способны переносить сильный нагрев, обладают повышенной твердостью и прочностью. Цена таких фрез выше, чем у альтернативных разновидностей.
Выбирая фрезу, рекомендуется обращаться к образцам, средним по цене и прочим показателям. Дешевые экземпляры быстро выходят из строя, а самые дорогие виды редко оправдывают свою стоимость.
Выполняемые функции
 Концевые фрезы, которые относятся к наиболее распространенным инструментам, используемым для работ ручным фрезером
Концевые фрезы, которые относятся к наиболее распространенным инструментам, используемым для работ ручным фрезером
Фрезы по дереву способны выполнять различные операции:
- Изготовление пазов, гнезд, углублений различной формы.
- Копирование по заранее подготовленному шаблону.
- Придание кромке определенного профиля.
- Создание зубчатого профиля для продольной склейки, образование фигурной поверхности для филенок и т.п.
Мнение эксперта
Кузнецов Василий Степанович
Все виды рабочих операций могут быть выполнены только соответствующим инструментом. Выполнить определенную задачу, не имея подходящей по профилю или форме фрезы, невозможно.
Виды
Они делятся на:
- Пазовые. Режущая поверхность у них распространяется на торцовую и боковую стороны. Предназначены для создания продольных или глухих гнезд, пазов, углублений под установку различных деталей и т.п.
- Кромочные. Используются для обработки кромки деталей. Существуют конструкции с подшипником, проходящим по свободной части детали и обеспечивающим упор инструмента. Есть фасонные разновидности, делающие на кромке определенный узор или профиль. Они также могут иметь упорный подшипник или использоваться без него.
- Копировальные. Большинство таких фрез снабжены подшипником в верхней или нижней части режущей кромки. Они могут использоваться как в связке с заранее изготовленным шаблоном (при массовом производстве), так и обрабатывать край заготовки по имеющемуся углублению в верхней или нижней части.
 Большинство фрез изготавливается под выполнение тех или иных видов обработки
Большинство фрез изготавливается под выполнение тех или иных видов обработки
Все виды фрез подразделяются по форме режущей кромки:
- Галтельные. Имеют закругленный торец, что дает возможность делать пазы с U-образной формой дна. Могут использоваться для создания углубления в плоскости, или придавать соответствующую форму кромки.
- Прямые. Образуют прямоугольные углубления. Используются для создания гнезд, четвертей или иных пазов.
- V-образные. Создают углубление, подобное галтельным фрезам, но с заостренным днищем паза и прямыми стенками. Также способны обрабатывать кромку, создавая фаску с определенным углом наклона и глубиной погружения.
- Т-образные или ласточкин хвост. Это конструкционные типы фрез, предназначенные для создания шиповых соединений повышенной прочности. Требуют опыта и навыков, но дают весьма надежный результат.
- Фигурные. Образуют профиль различных типов, используются для изготовления оконных рам, дверных филенок, обработки краев столешниц и т.д. Существует большое количество таких фрез. Каждая из них дает только один вариант профиля, но иногда может использоваться частично.
Как правило, фрезы приобретаются наборами. Это позволяет получить сразу все наиболее необходимые виды, позволяющие производить большинство операций. Если требуются дополнительные виды режущего инструмента, их можно докупить по отдельности. Опытный мастер всегда имеет большое количество фрез, что значительно расширяет его возможности. При покупке надо внимательно рассмотреть все параметры, уточнить диаметр хвостовика и прочие особенности элементов набора. Это позволит исключить проблемы во время обработки материала.
Технические характеристики

Основными параметрами фрез являются:
- Диаметр хвостовика.
- Тип и материал лезвия.
- Пределы скорости вращения.
- Допустимая температура нагрева при обработке.
- Посадочный диаметр для подшипника (если имеется).
- Длина рабочей части.
- Конструкционные особенности инструмента.
Большинство характеристик зависит от материала, из которого изготовлена фреза. Чем прочнее и надежнее инструмент, тем выше его стоимость.
Особенности
 Особенности
ОсобенностиОтличительной особенностью фрез по дереву является многообразие разновидностей режущих кромок. Кроме этого, имеется способность обрабатывать материал как в боковом, так и в осевом направлении.
Если на стационарных станках используется преимущественно один способ обработки, то для ручного инструмента доступны любые операции, для которых имеется соответствующая фреза. Кроме того, только этим станком могут быть созданы глухие углубления в древесине.
Еще одной уникальной особенностью фрез для ручного фрезера является способность выполнять художественно-декоративную обработку поверхностей, создавать узоры, рисунки, элементы геральдики и т.п. Для этого можно использовать копиры, масштабируемые приспособления и прочую оснастку.
Плюсы и минусы
К достоинствам инструмента следует отнести:
- Большой выбор разновидностей.
- Прочность, надежность инструмента.
- Устойчивость к нагрузкам, нагреву, прочим воздействиям.
- Высокие скорости резания дают чистую и гладкую поверхность.
- Есть возможность приобрести сравнительно дешевые или более дорогие виды инструмента.
 Фрезы по дереву имеют, как плюсы так и минусы
Фрезы по дереву имеют, как плюсы так и минусы
Недостатками следует считать:
- Заточка или восстановление фрез в большинстве случаев невозможны.
- Каждый образец способен выполнять только одну задачу.
- Диаметр хвостовика рассчитан на определенный вид цанги. Совместить несоответствующие элементы невозможно.
- Дешевые виды фрез демонстрируют слабое крепление лезвий к основе. Часто они отрываются, что опасно и создает неровности на обработанной поверхности.
Мнение эксперта
Кузнецов Василий Степанович
Несмотря на имеющиеся недостатки, фрезы для ручного фрезера позволяют производить большой перечень операций и демонстрируют высокое качество обработки материала.
 Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Как выбрать?
В первую очередь, следует заранее выяснить, какие виды режущего инструмента нужны, их тип, форма кромки, наличие подшипника и прочие особенности. При покупке следует определиться, для каких целей нужен режущий инструмент, какие объемы работ планируется выполнить, и насколько твердую и плотную древесину надо обрабатывать.
Исходя из этих факторов выбирают тот или иной вид фрез. Если требуется купить дорогой образец, рекомендуется попросить у продавца сертификат соответствия, поскольку на рынке имеется большое количество подделок из стран Юго-Восточной Азии.
Если с предоставлением документов случаются какие-то проблемы, следует поискать нужные фрезы в другом месте. Количество инструмента на рынке огромно, отыскать качественный образец не составит сложности.
Как ухаживать за фрезами и что следует знать
Наборы продаются в специальных фанерных ящичках со специальными гнездами для установки фрез. Ухаживать за таким инструментом проще всего — надо защитить их от контактов с атмосферной влагой. Проще всего поместить контейнер в полиэтиленовый пакет, что обеспечит надежную защиту от сырости. Отдельные элементы хранят в собственных упаковках (если есть) или в отдельных контейнерах.
Для них также следует обеспечить максимальное отсутствие влаги, в чем поможет полиэтиленовый пакет или герметичная коробка. Хранить их следует в сухом отапливаемом помещении, иначе при внесении в теплую мастерскую они сразу отпотеют и покроются капельками водяного пара.
Мнение эксперта
Кузнецов Василий Степанович
Советы опытных владельцев единодушны — специального ухода за режущим инструментом такого типа не требуется, надо лишь обеспечить условия для хранения.
Приходилось ли вам работать ручным фрезером по дереву?
Постоянно!Не довелось
В заключение следует отметить:
- Режущий инструмент для ручного станка обладает огромным разнообразием видов и размеров.
- Чем большим количеством элементов обладает пользователь, тем шире его возможности.
- Каждая фреза может выполнять только один вид обработки.
Для того, чтобы использовать наиболее качественный и надежный инструмент, надо иметь некоторый опыт обращения с продукцией разных фирм. Нередко самые дорогие модели уступают по качеству более дешевым образцам. При этом, для ответственных и чистых работ надо применять изделия ведущих производителей, которые демонстрируют наибольшую эффективность и отсутствие изъянов поверхности.
Читайте также другие полезные статьи:
Видео-обзор: Виды фрез по дереву и их назначение
Фрезы для фрезерного станка по металлу: какие бывают, виды, цена
Фрезы по металлу применяют для высокопроизводительной грубой обдирки заготовок и финишной доводки с высокой точностью и чистотой поверхности. Многолезвийный инструмент классифицируется по нескольким параметрам. Его форма зависит от технологической операции, которую он выполняет.

Основные принципы классификации инструмента
Фрезы – многолезвийный режущий инструмент, обрабатывающий детали при вращении вокруг своей оси. На фрезерных станках выполняется большой объем различных операций. Под каждый вид свой инструмент.
Фрезы классифицируют по нескольким признакам:
- размер – диаметр;
- количество лезвий;
- материал режущих кромок;
- направление;
- заточка;
- конструкция;
- крепление пластин;
- форма режущих кромок.
Независимо от конструкции, инструмент имеет рабочую часть, хвостовик, закрепляющийся в шпинделе или цанге и шейку – зауженный участок между ними.
Материал изготовления
Режущие кромки фрез изготавливают из инструментальных сталей:
- углеродистых;
- легированных;
- быстрорежущих.
Обработка заготовок из отожженных и нормализованных сталей – мягких и средней твердости, используют инструмент с рабочей частью из металла марки У12А, 9ХС, ХГ, ХВГ и ХВ5. Режим работы на малых подачах. Для обработки на ускоренной подаче, используют фрезы из Ст Р18 или заменяют их менее износостойкими из Ст Р9.
Высоколегированные, жаропрочные и нержавеющие стали обрабатывают фрезами из быстрорежущих сталей Р9К10 – основной легирующий элемент кобальт и Р18Ф2 с добавлением ванадия.
После закалки финишная обработка поверхности производится сборными фрезами с пластинами:
- металлокерамические;
- минералокерамические.
Пластины маркируются вольфрамовые ВК6, ВК8, титановольфрамовые ТК10, Т30К6.
Справка! Режущие кромки делают из твердых сплавов с высокой износостойкостью. Хвостовики фрез из пластичного металла с высоким сопротивлением на кручение и удар: Ст 45, Ст 40Х, инструментальные У8, У10.
Направление обработки
Направление вращения фрезы при обработке устанавливается:
- правое – по часовой стрелке;
- левое.
Оно определяется заточкой фрезы, позиционированием режущей кромке.
Справка! Если в маркировке фрезы не указано направление, то это стандартный инструмент с правым рабочим вращением.
Вид заточки
При заточке снимается слой твердого металла, восстанавливается острота режущей кромки и угол реза к. Толщину снятия определяют образовавшиеся во время работы сколы, зазубрины, заусенцы. Они должны полностью уйти. Большинство видов фрез имеют длинную линию режущей кромки. Необходимо выдержать конфигурацию и размер по всей длине. Ручная заточка инструмента невозможна.
В зависимости от формы зуба заточка производится разными способами:
- по передней поверхности;
- затыловка;
- контурная.
По передней поверхности затачиваются зубья с перпендикулярным расположением кромки относительно контура – впадины, у которых угол ɣ равен 0. Наклонный зуб с углом ɣ ˃ 0, затачивается по затыловочной поверхности.
Справка! При затыловке инструмента, диаметр фрезы уменьшается.
Фасонные, торцевые и другие инструменты для обработки одновременно в 2 и более плоскостях, имеют несколько линий режущих кромок. Они затачиваются по контуру. Точность контура гарантирует применение шаблона или использование заточного оборудования с ЧПУ или специальной программой.
Важно!
Некоторые фрезы, предназначенные для глубокой фрезеровки и создания сложных конфигураций, затачиваются по контуру или передней поверхности с затыловкой. Это обеспечивает свободный отвод стружки.
Конструкция
Конструкция инструмента зависит от его размеров и типа:
- цельные — монолитные;
- сборные – наборные;
- составные.
Цельные изготавливаются из одного куска инструментальной стали. К ним относится инструмент небольших размеров для обработки металла средней твердости. Сборные фрезы имеют корпус с легированной стали и приваренный к нему хвостовик с конусом. Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу.
Местонахождение режущих кромок
Расположение режущих кромок зависит от назначения и конфигурации инструмента:
- боковое;
- нижнее;
- фигурное;
- комбинированное.
Для фрезеровки по плоскости, отрезки и вырезки канавок достаточно иметь одну кромку. Вырезка прямых и фигурных пазов, зубьев и других сложных элементов производится одновременно по нескольким поверхностям.
Какие бывают?
Фрезерный станок по металлу – универсальное оборудование, на котором производится большое количество разнообразных операций.
Дисковые
У дисковых пил диаметр превышает толщину в несколько раз. Они изготавливаются цельными из инструментальной стали, предварительно прошедшей упрочнение ковкой и нормализацию. По назначению делятся:
- отрезные;
- прорезные.

Отрезной инструмент имеет наклонный зуб. Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты.
Отрезные дисковые фрезы диаметром от 1200 мм используются для резки горячего металла на прокатных станах, квадрат сечением 200×200 и больше. Малыми дисковыми пилами 200–400 мм раскраивают холодные заготовки на фрезерных и отрезных станках. Прорезные фрезы имеют прямой зуб, с контуром, обратным по форме прорезаемой канавки.
Торцевые
Инструмент предназначен для предварительной обработки заготовки. Высокую производительность обеспечивает наличие 2 режущих кромок:
- торцевой;
- боковой.
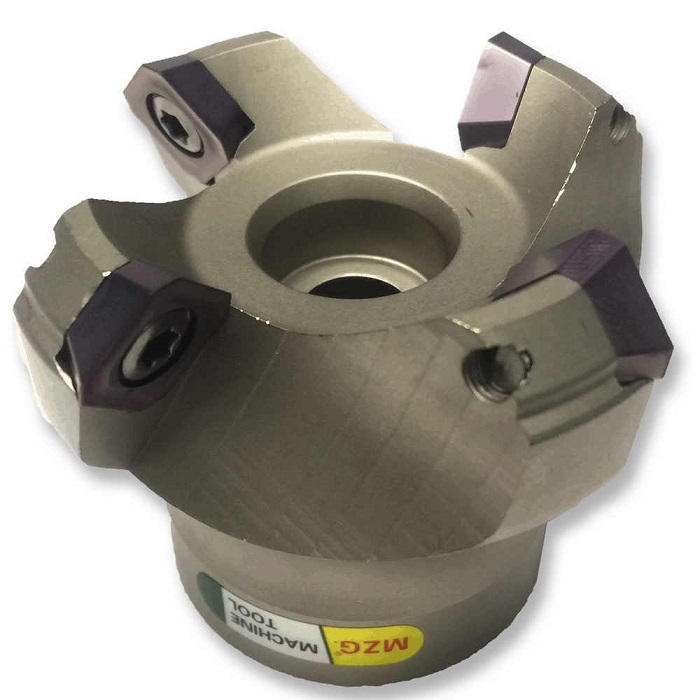
Большая часть фрез сборные. Пластины крепятся болтами. Во время снятия большой толщины металла, стружка снимается одновременно по 2 плоскостями.
Важно!
При замене пластин они выставляются по плоскости и проверяются на радиальное биение.
Цилиндрические
Инструмент имеет форму цилиндра, высота превышает диаметр. Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.

Угловые
Режущие кромки угловых фрез представляют собой усеченный конус с широким основание и вершиной в сторону хвостовика. Применяются для снятия фасок и обработки краев. Режущая кромка располагается по боковой поверхности. Могут быть цельными и сборными.

Концевые
Концевые фрезы имеют цилиндрическую форму с основной режущей плоскостью по торцу и вспомогательными боковыми. Используются для зачистки поверхности в выборках и пазах.

Важно!
Угол заточки концевых фрез влияет на удаление стружки с зоны реза. Наклон режущей кромки увеличивается вместе с диаметром инструмента, начиная с 30⁰.
Фасонные
Инструмент с фигурными режущими кромками, повторяющий форму паза. Фреза сборного типа с заточкой по шаблону.

Червячные
Червячные фрезы составные по конструкции, предназначены для нарезки зубчатых колес, шестерен. На цилиндрическом корпусе рядами по спирали расположены фигурные пластины. Форма пластины повторяет выемку между зубьями детали. Исполнение левое и правое, в зависимости от наклона зуба детали.

Важно!
Червячные фрезы устанавливают на зубофрезерные станки. Они выделены в отдельную группу и имеют первую цифру маркировки 5.
Кольцевые
Полые фрезы цилиндрической формы с заточкой по торцу и нитями спиральных режущих кромок. Имеют второе название – корончатые сверла.

Трехсторонние
Фигурная заточка с режущими кромками с 3 сторон. Предназначены для выборки сквозных канавок, шлицов.

Пазовые
Для вырезки пазов применяют фрезы с обратной формой выборки. Модели цельные или с приваренным хвостовиком.

Отрезные
Тонкие дисковые пилы с острозаточенным зубом. Производят раскрой и подрезку торцов с минимальным расходом металла в стружку.

Концевые и угловые
Концевые и угловые модели имеют режущую кромку под углом 45⁰ и заточены по торцу. Предназначены для обработки торцов, снятия фасок, создания фигурных поверхностей.

Монолитные
Монолитные фрезы изготавливаются из цельного куска инструментальной стали. Предназначены для обработки заготовок средней твердости. Режущие кромки по радиусу и торцу.

С напаянными коронками
Обработка твердосплавных и закаленных деталей затруднена, деталь тверже инструментальной стали. Для мелких изделий из высоколегированных сталей применяется особо твердый алмазный инструмент. На составные фрезы напаиваются режущие пластины – коронки ВК и ТК, чтобы обработать детали размером более 200 мм.

Под Т-образные выемки
Фрезеровка сквозных Т-образных пазов и выемок производится сборной фрезой с 2 цилиндрическими поверхностями. Режущие кромки располагаются по бокам и по торцам нижней широкой части инструмента. Радиус фрезы соответствует ширине паза.

Справка! При отсутствии фрезы нужной конфигурации, паз делается в несколько проходов. Сначала прорезается узкая часть на всю глубину, выбирается широкое основание.
Шпоночные
Паз под шпонку выполняется цельной фрезой, у которой заточены боковые режущие кромки точно в размер ширины выборки и торец. В начале работы фреза используется как сверло, углубляется на нужную глубину. Затем поступательным движением вращающегося инструмента выбирается паз нужной ширины и формы. Срезается металл с боков и одновременно зачищается дно.

Конические
Конические фрезы могут быть цельными и наборными. Угол наклона режущей кромки положительный с вершиной конуса в сторону хвостовика, отрицательный, при обратной направленности.

Сферические
Дисковые фрезы с кромкой сферической формы используют для создания полукруглых канавок. Они изготавливаются цельные и составные с заточкой по контуру.

Как правильно подобрать нужный тип?
Фрезы подбираются в зависимости от технологической операции, которую надо выполнить:
- грубая обдирка заготовки – торцовые наборные и концевые обдирочные;
- чистовая обработка по плоскости – цилиндрические;
- создание канавок – дисковая, торцевая;
- обработка углов и кромок – угловая, фигурная;
- выборка шпоночных пазов – шпоночные;
- вырезка сквозных пазов – Т-образная, угловая, фигурная.
Основной характеристикой инструмента является его размер и допуск.
Особенности выбора для станков с ЧПУ
На станках с ЧПУ производится предварительная и чистовая обработка деталей. Инструмент используется с коническим хвостовиком, типа:
- цилиндрические;
- шпоночные;
- дисковые;
- торцовые;
- фигурные.
Фрезы должны быстро меняться и выставляться в шпинделе с большой точностью. Фрезы по металлу отличаются размерами, от инструмента сечением в 2–3 мм, до огромных специальных конструкций, имеющих 600–800 мм в диаметре.
Они представлены большим количеством видов, позволяют изготавливать детали сложной формы. Необходимо правильно подобрать соответствующий инструмент, для создания элемента нужной конфигурации и размера.
Фрезы для фрезерных станков с ЧПУ и способы их использования [Полное руководство, 2020]
Хотя вы можете использовать концевые фрезы и спиральные сверла, которые являются типичными для не-фрезерных станков (фрезерные станки также называются портальными фрезами, если вы предпочитаете), в мире ЧПУ существует ряд специальных сверл для фрезерных станков с ЧПУ, которые могут помочь в различных ситуациях. и об этом вся эта статья. Для получения дополнительной информации об обычных фрезах (большинство из которых также можно использовать на фрезерах, за исключением более крупных инструментов, таких как торцевые фрезы), ознакомьтесь с нашим полным руководством по фрезам.Чтобы получить еще более общее представление о том, как правильно выбрать фрезу, попробуйте нашу серию о выборе фрез для фрез и фрез.
Давайте проведем небольшой опрос с некоторыми советами:
Upcut против Downcut

Геометрия с разрезом вверх и вниз (любезно предоставлена Eagle America)
В зависимости от того, в каком направлении спираль движется на фрезу, вы получаете фрезу, которая перемещает стружку вверх или вниз. Независимо от того, в каком направлении движется стружка, на заготовку также действует сила в тех же направлениях.Таким образом, при восходящем надрезе стружка будет перемещаться вверх и из пропила и будет стремиться тянуть вверх за заготовку. Кстати, в мире обычных концевых фрез некоторые фрезы называются левыми или правыми. Это не одно и то же, потому что это относится к фактическому вращению шпинделя. Вы можете получить фрезы с левым (против часовой стрелки) вращением, но 95% долот с вырезами имеют правое вращение.
Зачем вам долото с прямым вырезом?
Upcut — это обычная концевая фреза для любых целей.При работе с деревом и материалами, которые могут скалываться, он имеет тот недостаток, что он стремится вытягивать стружку по верхнему краю. Поскольку нисходящий надрез давит вниз, сверху остается более чистый надрез, но нижний край может растрепаться.
Workholding — еще одна проблема. Восходящий резец хочет подтянуть заготовку. Если у вас есть гибкая заготовка (например, фанерный лист или алюминиевая пластина 1/2 дюйма — фанера гибкая), потянув за нее вверх, вы можете прогнуть ее и сделать рез неточным. В этом очень помогает вакуумный стол.
Хорошо, почему бы всегда не использовать Downcut, получать более чистые разрезы и прижимать заготовку к столу?
Ответ заключается в том, что врезка заставляет стружку опускаться на дно отверстия, что далеко от идеала.Если вы читали блоги CNCCookbook, то наверняка слышали, как я говорю о необходимости быть параноиком в отношении очистки чипов. Это меньше проблема с деревом, чем с металлом, но это все же большая проблема. Рассмотрите возможность использования нисходящего пропила для заключительного чистового прохода, когда нужно убрать меньше сколов и где вы хотите избежать сколов верхнего края пропила.
При использовании нашего программного обеспечения G-Wizard Feeds and Speeds обрабатывайте поднутрения как обычные концевые фрезы. Для нижнего среза выберите тип концевой фрезы, а затем выберите тип наконечника «снизу».
Это выглядит так:

G-Wizard — фактически первый калькулятор подачи и скорости, разработанный специально с учетом потребностей пользователей фрезерных станков с ЧПУ.
Я попросил машиниста написать следующий анекдот о долотах с вырезами:
На нижнем срезе заглушка часто не «разрезана». В итоге он вращается на конце бита. У меня не раз случалось закручивание пробки внутри разреза…. они становятся настолько горячими, что воспламеняют древесностружечную плиту вакуумного стола.Поскольку выхлоп из вакуумного насоса выходит наружу, вы часто не замечаете, что загорелся.
Еще один совет: левая концевая фреза меньше диаметра застрявшего винта — отличный способ удалить винт. Противоположное вращение создает давление «откручивания», так как материал обрезается для ослабления резьбы.
Компрессионные ножницы
Компрессионный нож…
Представьте, что вы комбинируете подрезку вверх и вниз, и у вас есть компрессионный резак.Флейты буквально идут в одну сторону в нижней половине длины флейты, а в другую — в верхней. Компрессионные резаки предназначены для фанеры, композитных материалов и ламината. Они используются, потому что тянут к середине фрезы, что уменьшает скалывание как сверху, так и снизу. Одним из них полностью прорежьте лист фанеры, и края с обеих сторон будут более чистыми.
Учитывая проблемы с очисткой стружки и желаемое использование для предотвращения выкрашивания, G-Wizard имеет специальные настройки для обжимных фрез.При использовании нашего калькулятора подачи и скорости фрезерного станка G-Wizard с ЧПУ выберите тип концевой фрезы и затем щелкните тип наконечника «Сжатие»:

Не пытайтесь использовать резак для сжатия металла!
Биты Diamond Cut
Алмазная фреза…
Теперь мы говорим о сумасшедших флейтах. Алмазная огранка очень похожа на рашпиль, и именно этим он и является. Они отлично подходят для чистовой резки, но их способность снимать материал ограничена по сравнению с другими видами коронок.Поскольку они бережно относятся к материалу, их часто используют с композитами, материалами печатных плат и другими слоистыми материалами. Проконсультируйтесь с рекомендациями производителя, пока мы не добавим в G-Wizard вариант «Diamond Cut», хотя вы, вероятно, вполне можете использовать его в качестве концевой фрезы из быстрорежущей стали (даже твердосплавные) с Tortoise-Hare, установленным на «Full Tortoise».
Стружколом
Это то, что металлический мир называет «более грубым» или «более грубым». Края имеют зазубрины, чтобы дробить стружку на более мелкие части и действительно быстро перемещать материал при черновой обработке.Мне очень нравятся эти плохие парни: ознакомьтесь с нашей статьей о грубых парнях, чтобы узнать больше.
В G-Wizard выберите концевую фрезу и щелкните тип наконечника «Serrated Rougher», чтобы получить дополнительную производительность.
Фрезы с прямой канавкой
Сохранил их напоследок, так как я не большой поклонник. Спиральная канавка позволяет кромке постепенно увеличивать свое сцепление со стружкой. Для прямой канавки это происходит сразу, когда вся кромка врезается в заготовку. Металлический мир не видит этой геометрии, за исключением разверток, которые выполняют совершенно другую функцию.Эти резаки производятся и продаются потому, что они намного дешевле. Для ЧПУ они кажутся ненужными, и я бы определенно никогда не использовал их ни на чем, кроме дерева или пластика. Согласно Wealden Tool, фреза со спиральными канавками может работать в 3 раза быстрее и обеспечивает лучшее качество обработки. OTOH, они дешевые. Один машинист написал, что он в основном использует фрезы с прямой канавкой для деревянных работ, потому что они намного дешевле.
Для подачи и скорости при использовании нашего программного обеспечения G-Wizard Speeds and Feeds выберите тип концевой фрезы и затем щелкните тип наконечника «Прямая канавка».
Покрытие Spoilboard
Фрезы Spoilboard похожи на торцевые фрезы и фрезы на обычных фрезерных станках с ЧПУ. Их цель — максимально быстро сделать всю поверхность спойлборда плоской.

Типичная фреза для обработки поверхности спойлборда, любезно предоставлена Rockler…
Чтобы узнать, как использовать эти биты, как выбрать подходящую для вашего фрезерного станка с ЧПУ, какие из них самые популярные и как рассчитать их подачу и скорость, ознакомьтесь с нашим полным руководством по фрезам для спойлборда.
Подачи и скорости фрезерного станка с ЧПУ
Если вы пилите дерево, обратитесь к нашему специальному руководству по подаче и скорости древесины . Если вам нужно рассчитать подачу и скорость для фрезерного станка с ЧПУ, обязательно загляните в G-Wizard. Он имеет ряд функций, которые делают его самым мощным калькулятором подачи и скорости маршрутизатора с ЧПУ . Кроме того, вы можете получить бесплатную 30-дневную пробную версию:

Торцевая фреза под 45 или 90 градусов — что дает лучшие результаты?

Торцевая фреза под 45 или 90 градусов — что дает лучшие результаты?
Во-первых, о чем мы говорим, когда говорим о 45 или 90 градусах? Ответ довольно очевиден из фотографии выше, на которой сравниваются две фрезерные машины Glacern Face Mills. Обратите внимание на угол режущей кромки пластин.
Да! Угол — это угол этой режущей кромки: 45 градусов для торцевой фрезы слева и 90 градусов для правой.Этот угол также называется углом упора резца.
Итак, какой из них даст лучшие результаты?
Конечно, если вы можете себе это позволить, было бы здорово иметь торцевые фрезы под углом 45 и 90 градусов, но каковы плюсы и минусы каждой из них?
Плюсы и минусы
И Sandvik, и Kennametal полагают, что торцевая фреза под 45 градусов лучше подходит для торцевого фрезерования общего назначения. Эти двое приводят аргументы в пользу выбора 45:
- Силы резания лучше сбалансированы, поэтому осевые и радиальные силы примерно равны.Снижение радиальных сил, чтобы они были более сбалансированы с осевыми, может не только улучшить качество поверхности, но и улучшить качество подшипников шпинделя.
- Вход и выход из разреза лучше ведут себя — меньше ударов, меньше тенденции к прорыву.
- Режущая кромка под углом 45 градусов лучше всего подходит для сложных резов.
- Более качественная обработка поверхности — 45-е оставляют заметно более красивую поверхность. Меньшая вибрация, сбалансированные силы и лучшая геометрия входа — это три причины.
- Эффект утонения стружки действует и приводит к более высокой подаче.
- У 45 тоже меньше склонности к болтовне.
У торцевых фрез 45 градусов также есть недостатки:
- Уменьшена максимальная глубина резания из-за угла подъема.
- Корпус большего диаметра может вызвать проблемы с зазором.
- Нет 90-градусного фрезерования углов или уступов
- Может вызвать сколы или заусенцы на выходной стороне вращения фрезы.
- Версия под углом 90 градусов оказывает меньшее поперечное (осевое) усилие, примерно вдвое меньше.Это может дать преимущество, когда речь идет о тонких стенках, потому что передача слишком большого усилия на стену может привести к вибрации материала и другим проблемам. Это также может быть преимуществом, когда сложно или невозможно надежно удерживать деталь в приспособлении.
Подачи и скорости
Легко вычислить подачу и скорость для сравнения этих двух решений для торцевого фрезерования с помощью нашего программного обеспечения G-Wizard Calculator (щелкните ссылку, чтобы получить бесплатную 30-дневную пробную версию, если вы никогда не играли с G-Wizard).
Вот типичная настройка резки для торцевой фрезы под углом 90 градусов:

Установка G-Wizard для торцевой фрезы 90 градусов…
Я выбрал станок, материал и тип индексируемого инструмента. Я моделирую небольшую торцевую фрезу диаметром 2 дюйма с 4 пластинами и установил угол подъема на 90 градусов. Моя глубина реза составляет 1/8 дюйма.
Я сделал пару джазовых вещей. Сначала я делаю проход шириной 60%. Это даст лучшую отделку и облегчит обработку пластин в твердых материалах, чем проход полной ширины.Во-вторых, я указал это на сокращение HSM. Это HSM для «высокоскоростной обработки».
Я могу это сделать, так как я буду использовать траекторию, которая плавно изгибается в разрезе, и я буду изгибать конец каждого прохода, чтобы избежать острого угла, а также чтобы избежать полного выхода из разреза. Это трюки с траекторией CAM, которые действительно могут помочь вам в увеличении стойкости инструмента, качества поверхности, и в этом случае они также позволяют вам выбрать большое увеличение подачи и скорости. Если ваш CAM не умеет делать эти вещи, Мастер Conversational CNC Face Milling Wizard в G-Wizard Editor сделает это очень легко.
Теперь мы можем проверить торцевую фрезу 45 градусов, просто изменив угол подъема на 45. Предположим, что все остальное остается прежним, вот результаты:

G-Wizard для аналогичной торцевой фрезы 45 градусов…
Вау! Убедитесь, что скорость удаления материала:
- 34,2 кубических дюйма в минуту для 90 градусов
- 48,4 кубических дюймов в минуту для 45 градусов
Теперь мы видим, почему модели под углом 45 градусов так популярны — это позволяет удалить больше материала на 40%.Это определенно довольно быстро окупит новую торцевую фрезу, если вы будете использовать ее для очень многих деталей.
Альтернативы торцевым фрезам 45 градусов: восьмиугольные, 75-градусные и пуговичные фрезы
Когда-то восьмиугольные торцевые фрезы воевали с торцевыми фрезами под 45 градусов за превосходство. У восьмиугольных пластин больше кромок, поэтому вы можете повернуть пластину, если на ней есть сколы. Но затраты на инструменты обычно составляют всего около 3 процентов от стоимости производства, поэтому в конечном итоге победила более высокая эффективность 45-ти.
В последнее время вы можете приобрести несколько торцевых фрез, которые используют пластину под углом 45 градусов, которая является двусторонней, так что у нас есть лучшее из обоих миров, поскольку теперь у этих пластин 8 кромок, как у восьмиугольных пластин.
Другие альтернативы включают 75-градусные торцевые фрезы и фрезы для пуговиц (индексируемые фрезы с круглой пластиной). Основная цель 75-градусной торцевой фрезы — обеспечить чуть больший зазор, чем 45-градусная. Это может быть ваш третий или четвертый выбор, если у вас уже есть 45 и 90 и вам нужно больше вариантов для сложных случаев.
Пуговичный нож (также называемый копировальной фрезой или тороидальным ножом ) использует круглую пластину и имеет множество собственных преимуществ. Трудно назвать победителя с резаком для пуговиц по сравнению с другими торцевыми фрезами, поэтому нажмите на ссылку и узнайте о резаках для пуговиц отдельно.
Другие наконечники для торцевого фрезерования
Вот торцевая фреза со свинцом под углом 45 градусов, которая проходит сквозь сварной шов — они немного жестче, чем торцевые фрезы под углом 90 градусов!
У меня в магазине есть торцевая фреза диаметром 2 дюйма с углом обзора 90 градусов, а также 3-дюймовая торцевая фреза Glacern FM45 под углом 45 градусов.FM45 наверняка найдет гораздо больше применения.
Последняя мысль о торцевых фрезах — они лошадиные силы. Не пытайтесь использовать на станке слишком большую торцевую фрезу. Я довольно легко остановил шпиндель моей мельницы на 3 лошадиные силы, работающий на моем 3-дюймовом. Конечно, это небольшая фреза, но вы должны иметь в виду, что даже если у вас много мощности шпинделя, торцевая фреза будет передавать большую ее часть в вашу заготовку. Убедитесь, что он плотно прижат!
Примечание. Это переработанная и значительно расширенная версия статьи, которую я впервые написал в 2012 году.О времени!
Присоединяйтесь к 100 000+ ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к отличным справочным материалам по ЧПУ, включая:
.Фрезерование с подъемом и обычное фрезерование [Скрытые приемы с ЧПУ]
Мастер-класс CNCCookbook по подаче и скорости
Вот хороший видеообзор фрезерования с подъемом (вниз) и обычного фрезерования (вверх), который я сделал для своей ежемесячной колонки CNC Chef в журнале Cutting Tool Engineering Magazine:
Чтобы получить более подробную информацию, продолжайте читать.
Что такое фрезерование с подъемом и обычным фрезерованием (вниз и вверх)?
В то время как многие специалисты с ЧПУ имеют привычку всегда указывать подъемное фрезерование, бывают случаи, когда требуется подъемное фрезерование, а иногда предпочтительнее обычное фрезерование.Прежде чем мы перейдем к тому, когда использовать каждый из них, давайте быстро определим различия.
В первую очередь следует обратить внимание на терминологию. Некоторые скажут «Фрезерование с подъемом против обычного фрезерования», а другие — «Фрезерование вниз против фрезерования вверх». Это одно и то же:
- Фрезерование с подъемом = Фрезерование вниз
- Обычное фрезерование = Up Miling
Фрезерование с подъемом — это когда направление резания и вращение фрезы объединяются, чтобы попытаться «засосать» фрезу вверх (отсюда и название «фрезерование с подъемом») или от работы.Обеспечивает наилучшую чистоту поверхности. Вот диаграмма, показывающая подъем по сравнению с обычным фрезерованием для ряда ориентаций:

Стрелки показывают движение детали, а не движение шпинделя!
Имейте в виду, что на этой иллюстрации движется деталь, а не шпиндель. На некоторых станках, например на портальном фрезерном станке, шпиндель перемещается, поэтому этикетки меняются местами. Я придерживаюсь прямого представления о шпинделе, как о прижимном ролике, который может либо помочь перемещать заготовку в том направлении, в котором она уже двигалась (подъемное фрезерование), либо препятствовать этому движению (стандартное или обычное фрезерование).
Попробуйте поэкспериментировать на своей фрезу с двусторонним резанием, и вы увидите, что подъемное фрезерование намного более плавное и обеспечивает лучшую чистоту поверхности (в большинстве случаев бывают случаи, когда обычное фрезерование дает лучшее покрытие, см. Ниже). Обратите внимание, что в зависимости от того, каким способом вы выполняете фрезерование, вам необходимо убедиться, что ваша заготовка хорошо поддерживается в этом направлении.
Преимущества и недостатки повышающего и нижнего фрезерования (обычное или подъемное)
Преимущества обычного фрезерования (Up Milling):
- Ширина стружки начинается с нуля и увеличивается, когда резак заканчивает нарезку.
- Зуб встречается с заготовкой в нижней части пропила.
- Возникают восходящие силы, которые стремятся приподнять заготовку во время торцевого фрезерования.
- Обычная фреза требует больше мощности, чем подъемная фреза.
- Качество поверхности хуже, потому что стружка уносится зубьями вверх и падает перед фрезой. Часто приходится перерезать стружку. Охлаждение может помочь!
- Инструменты изнашиваются быстрее, чем при подъемном фрезеровании.
- Обычное фрезерование предпочтительнее для грубых поверхностей.
- Отклонение инструмента во время обычного фрезерования будет иметь тенденцию быть параллельным резанию (подробнее см. Раздел «Отклонение инструмента»).
Преимущества подъемного фрезерования (Down Milling):
- Ширина микросхемы начинается с максимума и уменьшается.
- Зуб встречается с заготовкой в верхней части пропила.
- Стружка попадает за режущий инструмент без дополнительной обработки.
- Меньше износа, срок службы инструмента увеличивается на 50%.
- Улучшенная обработка поверхности за счет меньшего количества переточки.
- Требуется меньше энергии.
- Фрезерование с подъемом создает прижимную силу во время торцевого фрезерования, что упрощает фиксацию заготовок и приспособлений. Прижимная сила может также помочь уменьшить вибрацию при обработке тонких полов, поскольку она помогает закрепить их на поверхности под ними.
- Фрезерование с подъемом снижает наклеп.
- Однако при фрезеровании горячекатаных материалов он может вызвать скалывание из-за закаленного слоя на поверхности.
- Отклонение инструмента во время фрезерования с подъемом будет иметь тенденцию быть перпендикулярным резанию, поэтому это может увеличить или уменьшить ширину резания и повлиять на точность.
Зазор фрезерования с подъемом
Проблема с подъемным фрезерованием состоит в том, что при достаточно большом усилии фрезы может возникнуть люфт. Проблема в том, что стол будет втягиваться в фрезу при фрезеровании с подъемом. Если есть люфт, это дает свободу вытягивания в размере люфта. Если люфта достаточно и резак работает на пределе своих возможностей, это может привести к поломке и потенциально травмам из-за разлетающейся осколки.По этой причине многие мастерские вообще запрещают фрезерование с подъемом на любых ручных станках, имеющих люфт. Некоторые машины даже были оснащены «компенсатором люфта», основным назначением которого было обеспечение подъемного фрезерования и связанных с ним преимуществ.
Один из способов понять это — рассмотреть концепцию загрузки микросхемы. Это мера того, сколько материала пытается отрезать каждый зуб концевой фрезы. Типичные значения чистовой обработки составляют от 0,001 до 0,002 дюйма на зуб. Для черновой работы это значение может увеличиться до 0.005 ″. Теперь, в худшем случае, подъемное фрезерование может захватить стол и ударить заготовку по фрезу с полным люфтом в тот момент, когда режет единственный зуб. Таким образом, вы можете добавить люфт к загрузке чипа, чтобы увидеть, какой будет ваша новая эффективная загрузка чипа в этом наихудшем случае. Предположим, вы выполняете черновую обработку 0,005 дюйма на зуб и имеете люфт 0,003 дюйма. В худшем случае загрузка вашего чипа вырастет до 0,008 ″. Возможно, это не конец света, но это напряжение. Теперь предположим, что у вас есть более старая машина с 0.020 ″ люфта и работают с нагрузкой на микросхему 0,005 ″. Если там произойдет худшее, нагрузка на стружку вырастет до 0,025 дюйма, что, вероятно, сломает концевую фрезу и очень опасно.
Во-вторых, необходимо учитывать, достаточно ли сил резания, чтобы в первую очередь вытащить стол через люфт. Многое будет зависеть от конкретного сценария резки вместе с вашим станком. Если у вас есть модная линейная машина с низким коэффициентом трения, она легко захватит. Если у вас много железа в столе и, может быть, вы бежите с немного затянутой рукоятью, будет сложнее.Есть способы рассчитать силу резания, но, как правило, меньшие концевые фрезы, меньшая глубина резания, меньшая подача и более низкая скорость шпинделя уменьшают силу резания и уменьшают вероятность того, что резак может вытащить люфт из вашего стола и создать проблему.
В общем, станки с ЧПУ не должны иметь заметного люфта, поэтому это больше касается ручных станков.
При определенных условиях фрезерование с подъемом дает отрицательную геометрию резания
До сих пор вы, наверное, догадались, что, возможно, вам всегда стоит лазить по мельнице.В конце концов, это оставляет лучшую отделку поверхности, требует меньше энергии и с меньшей вероятностью отклонит резец. И наоборот, механиков часто учат никогда не подниматься на фрезерный станок, потому что это опасно делать на станке с люфтом. Истина где-то посередине. ABTools, производители популярных резаков AlumaHog и ShearHog, указывают на некоторые полезные практические правила:
— При резке на половину диаметра фрезы или меньше вам обязательно нужно подниматься на фрезу (при условии, что ваш станок имеет низкий люфт или его отсутствие, и это безопасно!).
— До 3/4 диаметра фрезы не имеет значения, каким способом вы режете.
— При резке от 3/4 до 1x диаметра фрезы следует предпочесть обычное фрезерование.
Причина в том, что геометрия фрезы обеспечивает эквивалент резания с отрицательным передним углом для тяжелых резов диаметром от 3/4 до 1x. Кажется, что корпорация Dapra впервые обсудила этот феномен еще в 1971 году. Теперь G-Wizard с небольшой подсказкой напоминает, какой из них вам следует предпочесть:

Подсказки G-Wizard подскажут, что делать: «Использовать фрезерование с подъемом»…
Если вы никогда не играли с нашей программой G-Wizard Speeds and Feeds, найдите момент прямо сейчас, чтобы подписаться на 30-дневную пробную версию.
Отклонение инструмента и точность резания при подъеме по сравнению с обычным фрезерованием
Как подъем по сравнению с обычным фрезерованием влияет на отклонение инструмента и точность ?. На следующем рисунке показаны маленькие стрелки (часто называемые векторами), показывающие направление отклонения инструмента при перемещении фрезы по траектории:

Стрелки показывают, где режущая сила пытается отклонить резак. Обычный крой сверху, лазающий снизу.
Обратите внимание на то, что вектор силы отклонения более близок к резанию при обычном фрезеровании (хотя стрелки длиннее, что указывает на более высокие силы резания).При фрезеровании с подъемом стрелка почти перпендикулярна пропилу. Если ваш резак отклоняется на 0,001 дюйма, разве вы не предпочли бы, чтобы он находился почти в направлении движения? В качестве альтернативы резак может глубже врезаться в стену или оторваться от стены. В любом случае будет больше ошибок в обрабатываемой детали. Контраст в том, что длина векторов больше при обычном фрезеровании. Это говорит о том, что силы резания больше и инструмент с большей вероятностью отклонится.
Попробуйте набор высоты для черновой обработки, потому что вы можете черновая обработка быстрее, и отклонение инструмента не влияет на точность — чистовой проход обеспечит точность. Вы можете выполнять черновую обработку быстрее, потому что силы резания меньше, а профиль от толстой к тонкой стружке отводит тепло на стружку. Отвод тепла от толстого к тонкому + особенно важен для жестких упрочняемых материалов, таких как нержавеющая сталь. Это также приводит к лучшей отделке поверхности, если вы можете позволить себе лазить для финишного прохода.
Рассмотрите обычное фрезерование для чистовых проходов
Это противоречит здравому смыслу для многих машинистов, которые большую часть своей карьеры тренировали, что лазание дает лучший результат, чем обычный. Это правда, при прочих равных условиях, но при прочих равных редко!
Проблема в том, что прогиб также влияет на качество поверхности. Если вектор почти параллелен пути, вы можете считать, что часть вектора, которая отталкивает его «от параллели», очень мала.Таким образом, инструмент не будет отклоняться и создавать волны на стене, которую вы отделываете. Учтите, что это может быть особенно важно при работе с тонкими стенами, когда стены непрочные!
Следовательно, вам следует переключиться на обычное фрезерование для чистового прохода, если у вас вообще есть проблемы с прогибом (используйте G-Wizard, чтобы увидеть, приводит ли ваш диаметр и вылет инструмента к достаточно малому прогибу для вашего чистового прохода). По крайней мере, следует избегать слишком большой глубины резания при подъеме фрезерования, чтобы не вызвать прогиб.В той же статье предлагается, чтобы при минимизации отклонения использовать не более 30% диаметра фрезы для обычного фрезерования и 5% для фрезерования с подъемом. Конечно, и здесь, если у вас есть G-Wizard, вы будете знать, какого отклонения ожидать и стоит ли беспокоиться.
Восхождение на черновую и обычную на чистовую обработку также согласуется с консенсусом Practical Machinist.
Правильное регулирование прогиба может помочь вам избежать необходимости в дополнительной обрезке пружины, что сэкономит время и деньги.
Учитывайте обычное фрезерование при микрообработке
По тем же причинам, но с учетом того, что отклонение намного хуже при микрофрезеровании, вы должны в большинстве случаев предпочитать обычное фрезерование с подъемом. Посетите нашу страницу Micromachining для получения дополнительной информации.
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге бесплатно раз в неделю прямо на ваш почтовый ящик. Кроме того, мы предоставим вам доступ к отличным справочным материалам по ЧПУ, включая:
.Деревообрабатывающий инструмент Т-образный паз Фрезерный станок Деревообрабатывающий хвостовик Фрезерный бит Насадка для бухты Инструменты Фреза для фоторамки / крючка | |
Escrow безопасен для покупателей и продавцов, мы рекомендуем вам выбрать Escrow, он поддерживает кредитную карту,
Money bookers, Visa, Master-card, Western Union и т. Д.
Если вам нужно использовать «другое» «платежи, пожалуйста, свяжитесь с нами по почте или в сообщении.
Оплата должна быть завершена в течение 7 дней, если возникнут трудности, сообщите мне.
Мы отправляем только на ваш подтвержденный адрес. Перед покупкой убедитесь, что ваш почтовый адрес правильный.
Все заказы будут отправлены в течение 1-4 рабочих дней после подтверждения оплаты.
Доставка авиапочтой Китая для товаров весом менее 2 кг, как правило, занимает 25-45 рабочих дней (в некоторых странах может быть намного дольше), если вам нужны товары срочно, пожалуйста, свяжитесь с нами для DHL и т. Д. Рассчитайте стоимость доставки для вас. Доставка всегда занимает около 3-7 дней.
Мы не несем ответственности за уплату таможенных пошлин или налогов на импорт
Мы делаем все возможное, чтобы обслуживать наших клиентов наилучшим образом.
Мы вернем вам деньги, если вы вернете товар в течение 7 дней с момента получения товара по любой причине. Однако покупатель должен убедиться, что возвращенные товары находятся в исходном состоянии. Если товары будут повреждены или утеряны при возврате, покупатель будет нести ответственность за такой ущерб или потерю, и мы не вернем покупателю полный возврат средств.Покупатель должен попытаться подать иск в логистическую компанию, чтобы возместить стоимость ущерба или убытков.
Покупатель несет ответственность за оплату доставки при возврате товара.
Ваше удовлетворение и положительные отзывы очень важны для нас.
Пожалуйста, оставьте положительный отзыв и поставьте 5 звезд, если вы удовлетворены нашими товарами и услугами.
Если у вас возникли проблемы с нашими товарами или услугами, пожалуйста, свяжитесь с нами, прежде чем оставить отрицательный отзыв.
Мы сделаем все возможное, чтобы решить любые проблемы и предоставить вам лучшее обслуживание клиентов.
.