Назначение и разновидности фрез — Режущий инструмент
Назначение и разновидности фрез
Фреза представляет собой многозубый инструмент в виде тела вращения, на образующей поверхности которого или на образующей поверхности и торцах одновременно расположены режущие кромки. Во время работы осуществляются два движения: главное движение — вращение фрезы вокруг оси и вспомогательное движение — движение подачи инструмента или детали. Поскольку в резании одновременно участвует несколько зубьев, процесс фрезерования отличается большей производительноcnью, чем, например, точение или строгание.
Фрезы применяются чрезвычайно широко для обработки плоскостей, прорезки прямобочных и угловых пазов, шпоночных канавок, разрезки металла, обработки фасонных поверхностей, нарезания резьб, зубчагых колес и других видов работ. Классифицировагь фрезы можно по назначению, способу крепления на станке, форме, профилю и расположению зубьев, по конструкции рабочей части и режущему материалу.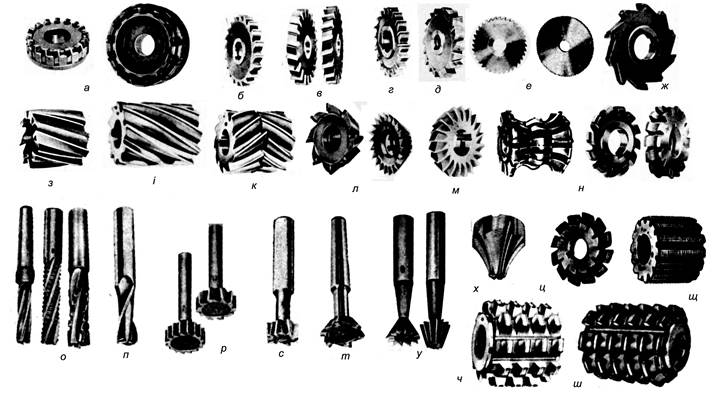
По наиболее общим признакам различают фрезы цельные и сборные; зубья цельных фрез выполнены как одно целое с корпусом из режущего материала. Их делают насадными для закрепления на оправке станка (это наиболее распространенный тип фрез) и с цилиндрическим или коническим хвостовиком для непосредственною закрепления в гнезде шпинделя станка или патрона. Хвостовыми изготовляют преимущественно фрезы малого диаметра, которые нельзя выполнить насадными Хвостовики делают из конструкционной стали и приваривают встык к рабочей части из быстрорежущей стали. Основные типы цельных фрез и работы, выполняемые ими, показаны на рис.1.36.
Сборные фрезы более экономичны. Корпуса таких фрез делают из конструкционных сталей, обычно стали 40Х, а ножи (зубья) — из режущих материалов или конструкционных статей с напаянными, приклеенными или механически закрепленными режущими пластинами. Ножи крепятся в пазах корпусов клиньями, штифтами, винтами и другими способами
Ножи крепятся в пазах корпусов клиньями, штифтами, винтами и другими способами
Среди быстрорежущих наиболее распространены фрезы с клиновидными рифлеными ножами, а также с плоскопараллельными рифлеными ножами и гладкими клиньями (рис. 1.37).
Для повышения производительности фрезы всех разновидностей оснащают твердыми сплавами. Однако следует иметь в виду, что из- за повышенной хрупкости твердого сплава и ударной нагрузки при входе и выходе зуба из резания не все твердосплавные фрезы одинаково работоспособны. Фрезы с жесткими корпусами, такие, как торцовые, успешно работают при фрезеровании любых конструкционных материалов. Другие разновидности твердосплавных фрез с недостаточной жесткостью корпусов, особенно отрезные и дисковые, хорошо зарекомендовали себя при обработке чугуна и цветных металлов, где усилия резания сравнительно небольшие. Обработка стали такими фрезами также выполняется, но при тщательной отладке операции, заключающейся в обеспечении надлежащей жесткости станка, приспособления, детали, достаточной плавности подачи стола станка, равномерности вращения его шпинделя, выбора наиболее подходящих марок твердого сплава и оптимизации параметров инструмента.
Наиболее рациональным способом крепления пластин твердого сплава является механическое крепление, устраняющее дефекты напайки пластин. Самыми прогрессивными среди них следует считать конструкции с механическим креплением радиально или тангенциально расположенных неперетачиваемых многогранных пластин (рис. 1.38, а, е—з, к).
Широкое применение получили сборные фрезы с ножами или резцами, в гнездах которых пластины твердого сплава напаиваются или приклеиваются (рис. 1.38, б). Основное их преимущество по сравнению с фрезами, оснащенными неперетачиваемыми пластинами, состоит в том, что конструкция — повышенной жесткости и позволяет разместить больше режущих зубьев. Конструктивное оформление основных типов таких фрез такое же, как и с быстрорежущими пластинчатыми ножами, только поперечное сечение ножей несколько больше (сравни рис. 1.38, б и 1.37, г). Отличаются от быстрорежущих торцовые  1.38, в).
1.38, в).
У фрез малых размеров, которые не могут быть сделаны сборными, а также у относительно крупных концевых, цилиндрических и торцовых фрез с винтовыми пластинами твердого сплава пластины напаиваются или наклеиваются непосредственно на корпуса (рис. 1.38, д).
Мелкоразмерные твердосплавные фрезы делают целиком из твердого сплава или в виде твердосплавных коронок с зубьями, которые напаиваются на хвостовые державки (рис. 138, г).
Смотрите также
инженер поможет — Типы фрез и их назначение
Следует отметить, что впервые фрезы появились в XVI в. Они имели сферическую форму с нанесенными на ней зубьями и по внешнему виду напоминали землянику, откуда и произошло само название инструмента, так как слово fraise означает земляника.
В настоящее время фрезы применяется широко и для самых различных видов обработки. Ими производится черновая и чистовая обработка плоскостей, прорезка пазов и шпоночных канавок, разрезание металла и неметаллических материалов, фрезерование зубьев зубчатых, шлицевых и других тому подобных соединений, обработка всевозможных как внутренних, так и наружных поверхностей с прямыми и криволинейными образующими, а также тел вращения.
Рассмотрим конструкции фрез в зависимости от формы и конструкции зуба, рационального использования инструментальных материалов и метода крепления инструмента на станке, а также в зависимости от формы рабочей поверхности, на которой нанесены зубья инструмента.
Форма зубьев фрез, исходя из технико-экономической целесообразности, должна удовлетворять следующим требованиям
а) создавать условия свободного размещения и удаления стружки из межзубой стружечной канавки за счет оптимальной ее формы, размеров и направления;
б) обеспечивать достаточную прочность зуба и в целях лучших условий теплоотвода — массивность;
в) во избежание концентрации термических напряжений и появления трещин при термообработке впадина должна быть без острых углов и резких переходов;
г) обеспечивать наибольшую долговечность зуба фрезы при оптимально допустимом количестве переточек.
Применяемые фрезы по форме зуба можно подразделить на две нижеуказанные группы
1. Фрезы с остроконечными или острозаточенными зубьями с задней поверхностью в нормальном сечении, очерченной прямой линией, и спинкой зуба, оформленной прямой, ломаной или кривой линией. Переточка их производится по задней поверхности.
Фрезы с остроконечными или острозаточенными зубьями с задней поверхностью в нормальном сечении, очерченной прямой линией, и спинкой зуба, оформленной прямой, ломаной или кривой линией. Переточка их производится по задней поверхности.
2. Фрезы с затыловаиными зубьями, задняя поверхность которых очерчена по спирали Архимеда и реже по логарифмической.
В свою очередь необходимо различать три разновидности формы зуба острозаточенных фрез.
Трапецеидальная форма зуба проста по конструкции, но обеспечивает недостаточный объем стружечной канавки и прочность зуба. Она применяется для фрез с мелким зубом, у которых окружной шаг зубьев менее 10 мм и отношение диаметра фрезы к числу ее зубьев менее трех. В этом случае высота зуба составляет 6,5—0,65 окружного шага зубьев фрезы.
Другая форма имеет спинку зуба, очерченную ломаной линией, и применяется для фрез с крупным зубом и шагом более 10 мм. В этом случае высота зуба составляет (0,3—0,45) /окружного шага фрезы. По сравнению с трапецеидальной такая форма зуба обеспечивает больший объем межзубой стружечной канавки и прочность зуба, а также большее количество переточек, но сложнее в изготовлении.
При параболической форме спинка зуба имеет криволинейное очертание. Чаще всего она оформлена не по параболе, а дугой окружности радиуса R, равного 0,3—0,45 диаметра фрезы. Необходимо отметить, что постоянная ширина ленточки при переточках по задней поверхности будет обеспечена, если угол между касательной в точке А к дуге окружности радиуса и продолжением задней поверхности будет равен 10—15°. Применение данной формы для фрез с крупным зубом рационально в том случае, когда к фрезе предъявляются повышенные требования относительно прочности зуба, а также увеличению объема стружечной канавки. Так, например, у концевых фрез с крупным зубом, работающих в относительно тяжелых условиях, рационально придавать спинке зуба указанную форму.
Соединение фрез со станком и рациональное использование инструментального материала. В зависимости от размеров конструктивных элементов фрез, а также требований обеспечения технологичности конструкции и жесткости системы СПИД применяемые фрезы подразделяются на хвостовые и насадные.
Крепление хвостовых фрез осуществляется посредством цилиндрического или конического хвостовиков как непосредственно в шпинделе станка, так и с использованием переходных втулок и патронов. Базовыми поверхностями насадных фрез в основном являются цилиндрическое отверстие и торцовый поясок. В этом случае
Фреза крепится на оправке пли непосредственно на шпинделе станка.
В свою очередь с целью рационального использования инструментального материала, исходя из технико-экономической целесообразности, фрезы могут изготавливаться как в виде цельной конструкции из инструментальных сталей или твердых сплавов, так и сборных конструкций.
Цельными обычно изготавливают фрезы относительно небольших размеров (до 90 мм). В этом случае используются инструментальные стали, пластифицированные твердые сплавы, фрезы с напайными пластинкам; твердого сплава и тому подобные конструкции. В результате удается при сравнительно небольших диаметрах разместить относительно большое число зубьев на рабочей поверхности инструмента. Однако к существенным недостаткам цельной конструкции следует отнести невозможность замены во время эксплуатации фрезы отдельных поломанных зубьев, а также разовое использование ее корпуса.
Однако к существенным недостаткам цельной конструкции следует отнести невозможность замены во время эксплуатации фрезы отдельных поломанных зубьев, а также разовое использование ее корпуса.
Сборные конструкции фрез лишены этих недостатков, так как выполняются со вставными ножами из быстрорежущей стали или же оснащены сменными твердосплавными пластинами.
Дисковые фрезы подразделяются на односторонние или прорезные с зубьями на цилиндрической поверхности, применяемые для получения неглубоких пазов; двухсторонние с зубьями на цилиндрической и одной торцовой поверхностях, применяемые в основном для обработки нешироких торцовых поверхностей, и трехсторонние с зубьями на цилиндрической и обоих торцовых поверхностях — для обработки пазов.
Дисковые цельные трехсторонние фрезы с целью возможности восстановления размера по ширине фрезы после переточки могут, как и цилиндрические фрезы, выполняться составными. В этом случае с целью перекрытия зуба одной половины фрезы зубом второй половины в месте стыка предусмотрено специальное замковое соединение.
К этой же группе фрез относятся отрезные фрезы-пилы, применяемые для разрезки заготовок, Следует отметить, что дисковые фрезы в отличие от цилиндрических имеют отношение диаметра фрезы к ее высоте значительно больше единицы.
3. Торцовые фрезы с зубьями на цилиндрической и торцовой поверхностях применяются для обработки плоскостей. В отличие от двухсторонних дисковых фрез крепление их на станке производится консольно. Насадные торцовые фрезы имеют на торце специальную кольцевую выточку под головку крепежного болта.
4. Концевые по расположению зубьев на рабочей поверхности и креплению их на станке аналогичны тор новым фрезам. Однако в связи с тем что они применяются в основном для фрезерования поверхностей, недоступных для обработки цилиндрическими, дисковыми и торцовыми фрезами, отношение высоты фрезы к диаметру у концевых фрез всегда больше единицы.
5. Угловые фрезы предназначены п основном для обработки канавок на режущих инструментах и деталях машин и приборов, а также наклонных поверхностей.
6. Фасонные фрезы применяются для обработки поверхностей различного профиля методом копирования, а поэтому, форма их рабочей поверхности соответствует форме обработанной поверхности.
По материалам : Жигалко Н. И., Кисилев В. В. Проэктрирование и производство режущего инструмента
Все о фрезах по металлу — виды, назначение и применение – Мои инструменты
Для обработки металлических заготовок применяются специализированные режущие насадки, которые называются фрезами. Их применение позволяет получить рез любой степени сложности, и получить при этом готовую деталь. Фреза по металлу является расходным материалом, который по мере износа подлежит замене. Для вырезания и проделывания соответствующих форм в металлических заготовках требуется применять разные фрезы. Какими они бывают, для чего предназначаются, как применяются, и из чего изготавливаются, в этом предстоит детально разобраться.
Для чего предназначаются фрезы по металлу
Фреза — это режущая деталь, которая используется в паре с электроинструментом. В качестве электрического инструмента используется фрезер. Другое название фрез по металлу — борфрезы и шарошки. Главное назначение рассматриваемых насадок в том, чтобы в процессе механического воздействия получить в итоге детали необходимых размеров и форм.
В качестве электрического инструмента используется фрезер. Другое название фрез по металлу — борфрезы и шарошки. Главное назначение рассматриваемых насадок в том, чтобы в процессе механического воздействия получить в итоге детали необходимых размеров и форм.
Фрезой называется насадка, состоящая из двух основных частей — хвостовик и рабочая зона. Хвостовик нужен для присоединения насадки к фрезерному станку, а рабочая часть входит в непосредственный контакт с обрабатываемой заготовкой. Рабочая зона оснащена острыми зубьями, посредством которых осуществляется снятие слоя металла с обрабатываемой заготовки.
Форма рабочей части влияет на результат, поэтому производители выпускают фрезы по металлу разных видов. На виды насадки классифицируются по внешнему виду и назначению. Применяются они в следующих сферах:
- Автомобилестроение и машиностроение — служат для изготовления разных отверстий, канавок и прочих углублений в составных деталях и механизмах будущих автомобилей
- Производство разного оборудования и инструментов
- Энергетика и строительство
- Производство судов
- Железнодорожный транспорт
В хозяйстве фрезы по металлу востребованы крайне редко, но при необходимости их использования, всегда можно применить шарошку для дрели.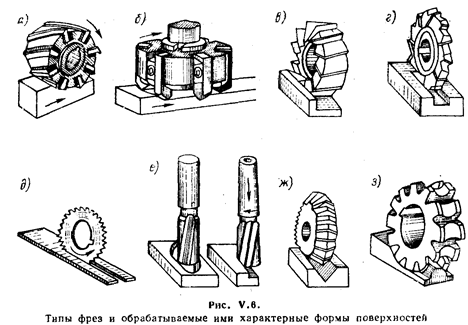
Фрезами можно не только получать разного вида отверстия и выемки в заготовках, но еще и осуществлять зачистку сварочных швов, увеличивать имеющиеся отверстия, ровнять края, зачищать поверхности в труднодоступных местах. Особой популярностью такие насадки пользуются не только в промышленности, но еще и среди мастеров, занимающихся изготовлением разных металлоконструкций.
Это интересно! Фрезы не предназначены для применения с дрелями и шуруповертами, но многие их активно используют не по назначению. Главный недостаток применения фрез на дрели в том, что электродвигатель инструмента испытывает сильные боковые нагрузки, и при этом быстро выходит из строя. Применять на дрели можно насадки с цилиндрическим типом хвостовика.
Из чего делают насадки и какие бывают типы фрез
Все виды фрез имеют режущие кромки, посредством которых осуществляется обработка металла. Зубья контактируют с металлом, срезая при этом слои разной толщины. Чтобы достичь такого эффекта, немаловажно изготавливать насадки из высокопрочных материалов. Для изготовления фрез по металлу используются такие виды материалов:
Чтобы достичь такого эффекта, немаловажно изготавливать насадки из высокопрочных материалов. Для изготовления фрез по металлу используются такие виды материалов:
- Быстрорежущая и углеродистая сталь
- Минеральная керамика
- Карданная проволока
Для обработки высокопрочных материалов применяются фрезы, имеющие алмазное напыление. Использование качественных материалов влияет на стоимость оснастки, поэтому хорошие фрезы никогда не будут стоить дешево. Низкокачественные насадки изготавливают из дешевых сплавов, что в итоге отражается на сроках службы оснастки. Именно поэтому перед покупкой фрезы по металлу нужно обратить внимание на производителя, а также на наличие сертификата качества, подтверждающих подлинность продукции.
По конструкции рассматриваемые насадки классифицируются на три основных типа:
- Сварные — соединение рабочей части (резца) и хвостовика достигается посредством сварочного шва
- Цельные — изготавливаются путем литья готового изделия
- Сборные — их еще называют разборными.
 Их главное достоинство в том, что при притуплении зубьев режущей части, ее можно заменить
Их главное достоинство в том, что при притуплении зубьев режущей части, ее можно заменить
 Их главное достоинство в том, что при притуплении зубьев режущей части, ее можно заменить
Их главное достоинство в том, что при притуплении зубьев режущей части, ее можно заменитьСварные и цельные фрезы по металлу изготавливаются из разных материалов — хвостовик из одного материала, а рабочая часть из другого более прочного. Сборные также изготавливаются из разных материалов, а главное их отличие от сварных и цельных в том, что рабочая часть по мере износа может быть заменена. Соединение сборных фрез с хвостовой частью осуществляется разными способами, от чего применяются соответствующие соединители — болты, клинья или винты.
Это интересно! Сборные фрезы по металлу стоят дороже, чем цельные и сварные. Самые дешевые — это сварные борфрезы, так как их главный недостаток в том, что они имеют слабое место — сварочное соединение. Сварные шарошки — это отличный вариант для домашнего применения.
Виды фрез для обработки металла их конструкция и назначение
В зависимости от запланированных работ, необходимо применять соответствующие виды режущих насадок. Они классифицируются на виды по форме режущей части, а также назначению. Для начала выясним, какие виды фрез по металлу выпускают современные производители, и для каких целей предназначаются эти насадки.
Они классифицируются на виды по форме режущей части, а также назначению. Для начала выясним, какие виды фрез по металлу выпускают современные производители, и для каких целей предназначаются эти насадки.
- Отрезные — предназначены для резки заготовок
- Дисковые — служат для фрезеровальной обработки углублений, выемок и канавок
- Концевые — с их помощью создаются пазы, выемки и прочие углубления
- Угловые — используются для работы с наклонными поверхностями
- Шпоночные — по конструкции похожи на сверло, и предназначаются они для фрезерования в двух направлениях
- Торцевые — служат для работы с протяженными плоскими поверхностями
- Цилиндрические — позволяют производить обработку открытых поверхностей, имеющих сложную многослойную конструкцию
- Фасонные — подходит для работы с заготовками, имеющими фасонный профиль
Это основные виды фрез по металлу, но в действительности их на самом деле больше в несколько раз. Самыми популярными являются дисковые, угловые и шпоночные. Чтобы более подробно разобраться с конструктивными особенностями всех видов фрез по металлу, а также их назначением и особенностями применения, рассмотрим их детально.
Самыми популярными являются дисковые, угловые и шпоночные. Чтобы более подробно разобраться с конструктивными особенностями всех видов фрез по металлу, а также их назначением и особенностями применения, рассмотрим их детально.
Дисковые фрезы и их предназначение
Свое название оснастка получила по причине соответствия форме диску. Их главное назначение в том, чтобы работать с предварительно подготовленными пазами и канавками, а также с целью обрезки заготовок, выборки металла и снятия фаски. Конструкция дисковой оснастки показана на фото ниже.
Дисковые фрезы имеют зубья, на которых располагаются заточенные кромки. Диаметр кромок в 2 раза превышает размеры самой насадки. Разработан такой вид оснастки специально для того, чтобы обрабатывать металл в сложных условиях. К таковым условиям относится вибрация, а также возможность вывода стружки из места резания. Дисковые оснастки классифицируются на подвиды:
- Прорезные — служат для фрезерования мелких канавок, прорезания шлицев и пазов
- Отрезные — нужны для отрезания металлических заготовок на станках. Более подробно об этом виде рассмотрим отдельно
- Двухсторонние — в конструкции имеются поверхностные и торцевые зубцы, расположенные в два ряда
- Трехсторонние — зубья расположены в трех местах, а кромка присутствует на каждом торцевом выступе. Двухсторонние и трехсторонние оснастки используются тогда, когда необходимо произвести обработку металла с двух или трех сторон
- Пазовые — зубья присутствуют только на рабочей части (на внешней цилиндрической поверхности), а предназначены такие насадки для проделывания неглубоких углублений и пазов. Одна из разновидностей пазовых фрез является насадка «ласточкин хвост»
 Более подробно об этом виде рассмотрим отдельно
Более подробно об этом виде рассмотрим отдельноДисковая фреза в работе показана в видео материале ниже.
Отрезные — виды и назначение
Отрезные фрезы являются подвидом дисковых насадок. Их главное назначение заключается в названии — резка или разделение целой заготовки пополам или на части. Острые кромки на отрезной фрезе по металлу расположены по периферии, то есть по краям диска. В зависимости от размера режущих зубьев, рассматриваемый вид оснастки классифицируют на три вида:
Их главное назначение заключается в названии — резка или разделение целой заготовки пополам или на части. Острые кромки на отрезной фрезе по металлу расположены по периферии, то есть по краям диска. В зависимости от размера режущих зубьев, рассматриваемый вид оснастки классифицируют на три вида:
- С большими зубьями
- Со средними зубцами
- С малым зубом
Насадка с большим зубом применяется для резки металлов, относящихся к категории легких и мягких. Большой зуб при контакте с мягким металлом не отламывается, а осуществляет его резку. Для фрезерного распила чугуна и прочих видов прочных сталей используются устройства с малым и средним зубом. Чем выше прочность обрабатываемой заготовки, тем меньший размер зуба должна иметь борфреза. Для производства отрезных устройств используются стали следующих марок — Р6М5, Р12, Р18.
Это интересно! Для чего нужны отрезные борфрезы, когда для резки металла имеются абразивные диски? Диск служит исключительно для обрезания металлических заготовок, а отрезной фрезой можно не только выполнять работы с высокой точностью, но еще и проделывать разного размера углубления в деталях.
Концевая фреза — для чего предназначена
Концевые фрезы от угловых отличаются конструктивно, и по предназначению. Концевые насадки нашли свое применение не только на станочном стационарном оборудовании, но и на ручном электроинструменте. Как уже упоминалось, концевая фреза имеет прямое сходство с обычным сверлом по металлу на дрель. Однако есть отличие, которое обусловлено наличием прямых режущих кромок на торце цилиндрического основания.
Концевая фреза предназначена не для сквозного сверления металла, а для изготовления пазов в заготовках. Изготавливается оснастка преимущественно из быстрорежущей и легированной стали. Конструкция концевой фрезы представлена на фото.
Основная фрезеровка находится на торцевой части насадки, а сбоку располагаются дополнительные лезвия. Эти лезвия могут иметь винтовую и наклонную форму, и предназначены они для отвода стружки из области реза. Другое название концевых фрез — пальчиковые, которые делятся на следующие виды по соответствующим признакам:
- Монолитные или соединенные с хвостовиком посредством сварочного соединения
- С цилиндрическим и коническим хвостовиком. Оснастку с цилиндрическим хвостовиком можно использовать на дрели
- С мелкими и крупными зубьями. Мелкозубые концевые фрезы позволяют осуществлять чистовую обработку, а крупнозубые служат для грубой обработки металла
На основании концевых фрез по металлу появились насадки сферической формы, посредством которых осуществляется обработка выемок, имеющих сферическую конструкцию. Такие фрезы еще называют шаровыми, так как имеют они форму шара. Есть еще радиусные шарошки, которые служат для выборки пазов, и грибковые, нашедшие свое применение для обработки Т-образных пазов на заготовках из чугуна, стали и цветных металлов.
Оснастка с цилиндрическим хвостовиком выпускается согласно стандарту ГОСТ 17025-81.
Угловые — конструкция и применение
Для подготовки канавок с угловым профилем применяются угловые фрезы по металлу. С их помощью производится прорезка стружечных углублений, а также выполняется развертка и зенковка. Для изготовления насадок используется быстрорежущая сталь. Отличительная особенность угловой фрезы в том, что рабочая часть имеет коническую форму. Угловые насадки сочетают в себе конструкцию дисковых и концевых фрез. Типичный представитель угловой фрезы — насадка ласточкин хвост.
Рабочая часть состоит из зубьев, расположенных по окружности насадки. Торцевая часть оснастки имеет увеличенную форму зубьев, которые уменьшаются в сторону к хвостовой части. Угловые фрезы бывают цельными и разборными, и отличаются они еще по диаметрам.
Различаются они также по такому признаку, как расположение режущей кромки. На основании этого признака выделяют одноугловые и двухугловые фрезы. Отличаются они тем, что двухугловые модели имеют режущую кромку, расположенную на смежных конических поверхностях, в то время как на одноугловой они находятся на одной поверхности. Отличаются насадки по углу скоса зубьев. Угол скоса может быть разным 30, 45, 50, 55, 60 и более градусов. Все зависит от поставленных технологических задач.
Это интересно! Фреза, которая известна под названием «ласточкин хвост», относится не к дисковым и угловым режущим оснасткам.
Шпоночная фреза и ее конструктивные особенности
Сходство со сверлом по металлу имеют шпоночные фрезы, конструктивно представленные в виде стального стержня с рабочими кромками на боковой части. Боковые кромки кроме режущей части имеют углубления, выполненные в виде витков. Они предназначены для формирования режущих кромок и отведения стружки при выполнении работ.
Для изготовления шпоночных фрез используется легированная быстрорежущая сталь. Шпоночная фреза имеет конструктивное сходство с концевыми насадками. Главное отличие шпоночной оснастки в том, что у нее рабочими гранями являются боковые кромки. Предназначается оснастка непосредственно для изготовления шпоночных пазов в металлических заготовках. Выпускаются насадки с цилиндрическими и конусными хвостовиками согласно стандарту ГОСТ 9140.
Это интересно! За счет своей конструкции, шпоночные оснастки позволяют выполнять фрезерование в двух направлениях.
Торцевые — конструкция и применение
Посредством торцевых (или торцовых) фрез выполняется обработка плоских поверхностей. Применяются устройства на фрезерных станках вертикального и горизонтального типа. Изготавливается оснастка из таких материалов, как углеродистая, легированная и быстрорежущая сталь. Свое название оснастка получила за счет конструктивных особенностей. Режущие части на ней находятся на торце и сбоку, что позволяет одновременно выполнять обработку в двух перпендикулярным плоскости направлениях.
Лезвие торцевой фрезы состоит из трех частей — вспомогательного, переходного и вспомогательного. Для снижения вибрации при обработке детали, а также с целью повышения качества проводимых работ, оснастка оснащена большим количеством зубьев. Применяются устройства непосредственно для работы с плоскими и ступенчатыми поверхностями металлических заготовок.
Устройства торцевого типа отличаются массивными габаритами, что позволяет осуществлять не только точную, но еще и быструю обработку. Наиболее популярной моделью торцевых фрез является «кукуруза». Применяются оснастки этого вида в автомобилестроении, где с их помощью осуществляется вытачивание картеров коробок передач.
Это интересно! Торцевая фреза позволяет настраивать резцы с минимальной точностью, что в итоге положительно отражается положительно на качестве обработки.
Цилиндрические фрезы — их разновидности и назначение
Для работы со сложными деталями и заготовками применяются цилиндрические фрезы. Для изготовления оснастки применяются такие виды сталей, как легированная, углеродистая и быстрорежущая. Выпускается оснастка с режущими кромками прямого и наклонного (винтового) типа. Оснастка эффективно справляется не только со сложными и многослойными поверхностями, но еще и с такими видами материалов, как чугун, конструкционная и жаропрочная сталь, оргстекло, а также стеклопластик.
Особой популярностью пользуются устройства, которые имеют винтовую форму режущей части. Они более эффективны, но самое главное, позволяют выполнять работку качественно. Для достижения высокой точности обработки, фрезеровщику немаловажно учитывать нагрузку, которую испытывает конструкция (зависит от типа обрабатываемого материала).
Цилиндрическая фреза с прямыми зубьями нашла свое применение в обрабатывании поверхностей на заготовках, к которым имеется прямой доступ. Найти такой вид режущей оснастки достаточно трудно, так как они не пользуются популярностью, и выпускаются далеко не всеми производителями. Фреза цилиндрическая с винтовой формой зубьев используется для обрабатывания поверхностей заготовок с узкими участками или труднодоступными местами. Чтобы уменьшить осевую нагрузку, применяются оснастки, имеющие разные углы наклона рабочей части. Их еще называют сдвоенными, так как их зубцы имеют разные углы наклона. За счет такой конструкции режущих кромок, в процессе резки происходит уравновешивание нагрузки.
В группе цилиндрических фрез имеются насадки, которые также называются «кукуруза». Свое название они получили посредством прямого сходства с овощной культурой. Применяется «кукуруза» для обработки уступов, а также с целью прорезывания канавок.
Фасонные — назначение и типы
Для обработки фасонных поверхностей применяются соответствующие фрезы, которые так и называются — фасонные. Режущие насадки этого типа предназначены непосредственно для работы со сложными фасонными профилями. Свое применение они нашли в сфере металлообработки, так как они отличаются высокой рабочей эффективностью. С их помощью производится фрезеровка шестеренчатых и червячных деталей, оконных рам и багетов. Ниже представлен фасонный профиль, для обработки которого применяются фасонные фрезы.
По форме зубьев рассматриваемые фрезы делятся на два вида:
- С остроконечными зубцами — концы зубьев имеют заточенные острые кромки. Главное достоинство таких насадок в том, что зубья подлежат заточке и корректировке
- С затылочным расположением зубьев или затылованные — зубцы находятся на затылочной части. Применяются затылованные устройства для обрабатывания внутренних и скрытых кромок. В отличие от остроконечных, затылованные фасонные оснастки нельзя заточить и откорректировать
Конструкция фасонной затылочной фрезы представлена выше.
Червячная фреза по металлу и ее особенности
Кроме вышеперечисленных режущих насадок выпускаются и другие, о которых также будет полезно знать всем, чья деятельность связана с обработкой металла.
Червячные — имеет вид цилиндрического основания с большим количеством зубьев. Эти зубья имеют разную конструкцию, что позволяет применять оснастку для выполнения соответствующих работ. Червячные фрезы в виде зубчатого колеса служат для обрабатывания заготовок путем обката, что достигается при помощи точечного касания заготовки. Устройства классифицируются на виды по разным признакам — цельные и сборные, правые и левые, одно и многозаходные, а также с шлифованными зубьями и нешлифованными.
Одно и многозаходные образцы отличаются тем, что первый вариант позволяет деталь только один заход, а второй отличается от него высокой производительностью. Только это не значит, что многозаходные являются более точными, так как с каждым последующим проходом уменьшается точность. Многозаходные используются для проведения черновой обработки.
Червячные фрезы с шлифованными и нешлифованными зубьями также отличаются, как и одно и многозаходные. Оснастка с шлифованным зубом отличается высоким классом обработки, и служат они преимущественно для обрабатывания нарезаемых поверхностей. Если точность выполнения работ не важна, тогда используются устройства с нешлифованными зубцами.
Цельные и сборные отличаются возможностью отсоединения от хвостовика. Цельные представляют собой единичную деталь, в то время как сборные состоят из двух частей.
Кольцевые или корончатое сверло
Для получения отверстий в металлических заготовках применяются кольцевые фрезы, которые еще также называют корончатыми сверлами или коронками. В сравнению со спиральным сверлом, корончатое сверло обеспечивает повышенную производительность (скорость сверления в 4 раза выше), но самое главное, они позволяют сверлить отверстия больших диаметров.
Применяются кольцевые фрезы не только с ручным фрезером, но и магнитными дрелями. В быту кольцевые насадки можно применять на электродрелях, только при этом сверлить разрешается металл, толщина которого не должна превышать 4-5 мм.
В конструкции корончатых сверл имеются центрирующие сверла, которые играют роль керна. Рассматриваемые оснастки также выпускаются двух типов — с подшипниками и без. С подшипниками насадки применяются для работы на ручном фрезере с целью обрабатывания кромок детали. Безподшипниковые коронки позволяют производить обработку на любом участке заготовки, но для точных работ они не подходят.
Это интересно! Кольцевые фрезы пользуются популярностью в хозяйстве для сверления отверстий в листовых материалах. Чтобы просверлить отверстие большого диаметра в толстом металле, понадобится не только качественная фреза из твердосплавных материалов, но еще и мощные электроинструменты.
Сталь для изготовления фрез
Для изготовления фрез применяются только и исключительно высококачественные материалы. К таковым материалам относятся высоколегированные стали, обладающие повышенной износостойкостью к температурному воздействию. Чтобы повысить прочность оснастки при нагреве, в состав сплава вводятся твердосплавные материалы — молибден, хром, ванадий, а также вольфрам.
Для достижения высокой твердости будущего изделия, в составе сплава должно присутствовать не менее 0,7% углерода. Если количество углерода меньше этого значения, значит готовая фреза будет недостаточно твердой. В состав сплава, из которого изготавливаются рассматриваемые типы оснастки, входят следующие вещества:
- Вольфрам с молибденом — за счет этих твердосплавных материалов достигается особая прочность, высокая износостойкость и красностойкость стали
- Хром — в состав сплава входит этот элемент, количество которого ограничивается до 4%. Хром в умеренном количестве позволяет получить повышенной прочности к прокаливанию металл
- Кобальт — влияет положительно на красностойкость, но при этом его большое количество негативно отражается на прочности. Кобальт подавляет углерод, в результате чего снижается прочность
- Сера и фосфор — в составе сплавов их количество должно быть ограниченным до значения 0,03%. Чем больше серы и фосфора в составе, тем ниже качество насадки
Для изготовления фрез применяются стали марки Р6М5, Р18 и Р12. Первая марка стали является самой дешевой, но при этом получаемая оснастка обладает низкой износостойкостью. Высокая износостойкость присуща для сплавов марки Р18, в составе которых содержится много вольфрама. Марка стали Р12 отличается повышенными показателями тепловой устойчивости. Разновидности рассматриваемых оснасток в работе показаны в видео ролике ниже.
Подводя итог, нужно отметить, что фрезы по металлу стоят достаточно дорого, поэтому покупать устройства без предварительного выяснения его назначения, крайне нерационально. Каждый вид фрезы имеет не только предназначение, но и характерные технические параметры, которые нужно учитывать, перед тем, как купить насадку для обработки металлических заготовок. Зная о том, какие основные виды фрез по металлу выпускаются современными производителями, не составит большого труда выбрать их для выполнения соответствующих манипуляций.
Публикации по теме
Фрезы для деревообрабатывающих станков с ЧПУ обновлено 18.05.2020 — MULTICUT
Обновлено: 18.03.2021
Фрезерная обработка — быстрый и надежный способ придать древесине необходимую форму. Рабочий режущий инструмент станков с ЧПУ — это фреза. Конструктивно она является вращающейся деталью с заточенными зубьями. Фрезы для станков с ЧПУ по дереву производят из разных сплавов и делят на категории. Их выбор зависит от характеристик обрабатываемой поверхности, типа работы и степени твердости древесины. Необходимо также учитывать не только соответствие типа фрезы выполняемой задаче и режиму фрезеровки, но и конструктивные особенности режущей области. Правильно выбрать подходящий инструмент для программных станков поможет наша статья, которая познакомит вас с типами фрез и их назначением.
Общие сведения
Фрезы для проведения различных видов обработки отличаются формами режущих кромок и способами заточки. Затылованные имеют криволинейную форму и фронтальную заточку; применяются они в работе с профилями. Остроконечные с прямым профилем используются при сверлении; их заточка производится по фронтальным или задним сторонам. Существуют фрезы с двумя режущими кромками. Такая конструкция позволяет сделать инструмент и обработку дешевле, увеличить скорость работы и улучшить качество готового изделия.
Со временем режущая кромка инструмента тупится и стирается. Во избежание частой замены фрезы производят из высокопрочных сплавов с длительным сроком службы.
Разновидности фрез по дереву
Фрезы для станков с ЧПУ по дереву делятся на два основных вида:
-
Фрезы из быстрорежущей стали с добавлением вольфрама или молибдена для работы с древесиной мягких пород.
-
Твердосплавные инструменты для работы с твердыми породами дерева. Их отличают сбалансированность, износостойкость и прочность. Подобные 3D-фрезы для ЧПУ-станков по дереву широко применяют в производстве мебели по индивидуальному заказу.
Кроме того, существуют фрезы из хромокобальтового сплава.
На установках с ЧПУ выполняют большое число операций. Этим обусловлено различие типов, форм и размеров фрез.
Типы фрез по форме и назначению:
- Пазовые
- — для нарезания пазов разной конфигурации.
- Кромочные
- — для фрезеровки кромки и придания ей формы.
- Торцевые
- — для обработки вертикальных поверхностей.
- Дисковые
- — для фрезеровки канавок (бывают пазовые, двух- и трехсторонние).
- Угловые
- — для фрезеровки угловых пазов.
- Концевые
- — для вырезания контурных выемок и уступов.
- Шпоночные
- — для просверливания отверстий.
- Фасонные
- — бывают затылованными и остроконечными.
Наиболее широко в деревообрабатывающей промышленности применяют пазовые и кромочные типы фрез. Далее рассмотрим более подробно их виды и назначение.
Пазовые фрезы
Этот тип фрез применяют для выполнения следующих работ:
- фрезеровка разных типов соединительных пазов для конструктивных элементов,
- выполнение пазогребневых соединений,
- фрезеровка соединений вида «шип-паз».
Что касается формы, существует 2 вида пазовых фрез:
- Диски.
- Их режущие кромки (от двух и больше), находятся по периметру и служат для выборки, выравнивания или расширения паза. Они бывают слитыми с основанием диска или заменяемыми.
- Цилиндрические стержни.
- Бывают из быстрорежущей или твердосплавной стали.
Все типы пазовых фрез производят по соответствующим стандартам.
Виды пазовых фрез и сферы их применения
Эти инструменты делятся на типы соответственно выполняемым задачам:
- прямые,
- конические,
- галтельные,
- конические,
- v-образные,
- т-образные,
- ласточкин хвост,
- фасонные,
- комбинированные,
- конструкционные,
- кромочные фальцевые,
- торцевые,
- дисковые.
Пазовая v-образная разновидность служит для выполнения наклонных канавок под разными углами. В крупногабаритных деталях для увеличения надежности соединения делают углубленные выборки. Для этого применяют фрезы с длинным хвостовиком. Для повышения скорости и результативности работы используют несколько режущих лезвий, которые производят из твердосплавной стали и закрепляют способом латунной припайки. Торцевые фрезы нужны для производства соединения типа «шип-паз».
Прямые
Такие фрезы служат для выполнения прямых пазов. Они имеют параллельные режущие кромки, которые вращаясь создают выемки в виде цилиндра. Величина кромок влияет на ширину отверстия и качество обработки. Соответственно стандартам, основные размеры фрез:
- внешний диаметр,
- длина хвостовика,
- величина режущей части,
- глубина режущей части.
Конические
Для углубленной фрезеровки применяют удлиненную коническую фрезу. К коническому типу относят режущий инструмент под названием фреза «кукуруза» по дереву для станков с ЧПУ. Основное назначение «кукурузы» — создания декоративной резьбы по дереву.
Галтельные
С их помощью выполняют пазы прямой формы, на дне которых фрезеруется выемка под названием «галтель». Такие пазы используются как направляющие, по которым происходит перемещение отдельных элементов мебели (выдвижных ящиков и др.).
Кроме того, пазовые галтельные фрезы служат для:
- обработки кромок,
- наклонной фрезеровки.
- 3D обработка материала при создании крупногабаритных объемных объектов.
Эти фрезы имеют форму треугольника или полукруга.
Фасонные пазовые фрезы
Служат для создания больших по площади углублений и для обработки боковых поверхностей: от закругления до создания сложных форм. Такие фрезы нужны для производства декоративной деревянной посуды, домашней утвари, шкатулок и др.
Конструкционные
Они необходимы для создания надежных соединений при помощи пазов специальных форм.
Бывают разных видов:
- «ласточкин хвост»,
- т-образные,
- перевернутые т-образные.
Такие пазы служат в качестве направляющих для перемещения выдвижных ящиков, крышек сложных шкатулок. Величина выполняемого паза зависит от общей длины инструмента и его диаметра.
Дисковые
Бывают двух или трехсторонними, с мелкими или нормальными зубьями. Они служат для создания технических пазов и канавок.
Дисковые фрезы бывают:
- целые с прямыми лезвиями;
- с лезвиями, направленными в противоположные стороны;
- со вставными лезвиями;
- затылованные.
Дисковые фрезы имеют несколько уступов, что повышает точность обработки и уменьшает шероховатость поверхности. Они создают пазы любой глубины и ширины.
Кромочные фрезы
Такие виды фрез по дереву для станков с ЧПУ, как кромочные, применяются для обработки кромки и придания ей формы. Они состоят из нескольких частей:
- Хвостовик, который зажимается в принимающем устройстве.
- Режущая часть. Бывает 2 видов: цельнолитая с хвостовиком и сменная. Существуют модели с возможностью установки несколько режущих элементов.
Виды кромочных фрез
В следующем списке перечислены функции, для выполнения которых предназначены кромочные фрезы для станков с ЧПУ по дереву того или иного вида:
- Калевочная.
- Для выполнения сложных орнаментов, прямой обработки, создания волнистой и дугообразной кромки.
- Прямая.
- Для создания плоских прямых кромок перпендикулярного типа, выполнения обработки округлой формы применяется фреза прямая.
- Конусная.
- Для обработки заготовок перед соединением при изготовлении мебели частно используется именно конусная фреза.
- Радиусная.
- Бывает двух видов: вогнутая и выпуклая. Может вращаться в обе стороны. Служит для фигурной обработки разной сложности.
- Фальцевая.
- Для изготовления прямоугольных пазов на изогнутых или ровных деталях, в том числе путем двойного прохода.
- Фигурная.
- Отличается большой массой и может выполнять работу на большой площади для ускорения обработки. Комбинация разных элементов позволяет создать кромку нужной формы.
- Галтельная v-образная.
- Для формирования v-образных вырезов с разным наклоном угла.
Сферы применения
Основные функции кромочной фрезы:
- фигурная обработка кромок при производстве мебели и предметов интерьера (плинтусов и др.),
- выработка канавок и пазов разной формы,
- выполнение вырезов для установки петель дверей или окон,
- выработка углублений для сборки декоративных элементов,
- обработка и обрезка прямых кромок.
Таким образом, кромочные фрезы подходят для выполнения большинства операций по обработке древесины.
В заключение
Наибольшему износу среди всех элементов фрезерных станков с ЧПУ по дереву подвержена фреза, работа которой в интенсивном режиме затупляет режущую кромку, вследствие чего ее геометрия может нарушиться. Обработка затупленной фрезой приводит к увеличению площади ее соприкосновения с поверхностью. Это повышает температуру инструмента и перегревает материал. Высокая температура снижает твердость лезвия, спаивает между собой частицы стружки: они липнут на фрезу и забивают отводящие канавки. Это еще больше затупляет фрезу и приводит к ее деформации. Работа таким инструментом отрицательно влияет на качество обработки и повышает вероятность брака.
Продлить срок службы фрезы и сэкономить средства на покупку новой поможет периодическая заточка, которую можно проводить не более трех раз.
Читайте также
Обновлено: 6 Декабря 2018
Шаговое устройство — бесщеточный двигатель с несколькими обмотками, функционирующий по синхронному принципу. Принцип работы шагового двигателя заключается в поочередной активации обмоток, которые обеспечивают вращение / остановку ротора…
Обновлено: 6 Декабря 2018
Современные сверлильные станки с ЧПУ используются на производствах, на которых в больших объемах осуществляется обработка деталей всевозможного назначения, например, на мебельных фабриках. Сегодня производители предлагают покупателям модели сверлильных станков с ЧПУ во всем функциональном многообразии…
Обновлено: 15 Ноября 2018
Станок с ЧПУ (числовым программным управлением) — сложное устройство, позволяющее создавать детали различных форм из дерева, металла или пластмассы. Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
Обновлено: 14 Ноября 2018
Существует широкий ассортимент фрезерных ЧПУ-станков, которые предназначены для выполнения разного рода работ. Выбор фрезерного станка с ЧПУ профессионалы осуществляют, руководствуясь богатым опытом и профильными навыками…
Обновлено: 17 Сентября 2018
Некоторые элементы мебели или столярные изделия соединяются между собой «на шип». Шипом называют выступ на конце одной из двух заготовок, который входит в паз, предусмотренный в другой…
Типы фрез по металлу и их основные части
Обработка фрезерованием является одним из традиционно популярных технологических методов связанных с резанием материалов. При фрезеровании используются такие движения подачи как: линейные, вращательные и даже винтовые.
Используя прямолинейные подачи станка, производится технологическая обработка параллельных плоских и угловых поверхностей, вспомогательных пазов и канавок, фасонных специальных поверхностей и прочего.
В целом на фрезерном станке выполняется большое количество технологических операций требующих наличия различной оснастки и разных типов режущего инструмента.
Торцовые фрезы
Фрезы данного типа используются при обработке, как открытых плоскостей, так и поверхностей расположенных около уступов. Обычно торцовые фрезы изготавливаются цельными, а так же сборными в зависимости от конструктивных особенностей.
Торцовая фреза
В рабочем положении ось торцевой фрезы расположена перпендикулярно по отношению к обрабатываемой плоскости. Главным отличием торцевых фрез от цилиндрических является тот факт, что у последних формирование обрабатываемой поверхности ведётся за счёт всех режущих кромок, а у первых только вершинами.
По сравнению с цилиндрическими фрезами, торцевые фрезы обладают существенно большей производительностью. По этой причине большинство фрезерных работ связанных с плоскостями выполняется торцовыми фрезами.
Цилиндрические фрезы
Фрезы цилиндрической формы уступают по производительности торцевым фрезам, и по этой причине они реже используются. Материалом для цилиндрических фрез служит быстрорежущая сталь. Эти фрезы также оснащаются твердосплавными пластинами. Стоит отметить, что цилиндрические фрезы конструктивно могут быть изготовлены как цельными, так и составными.
Цилиндрическая фреза
Концевые фрезы
При помощи концевых фрез можно выполнять множество технологических операций Обычно их используют для механической обработки плоскостей и торцов, открытых и закрытых пазов и пр.
Для закрепления фрез используются цанговые патроны, если фреза с цилиндрическим окончанием или оправки для фрез с коническим хвостовиком.
Концевые фрезы
Особенность работы концевых фрез заключается в том, что режущие кромки, имеющиеся на цилиндрической поверхности, выполняют основную работу по отделению металла с обрабатываемой поверхности, а режущие кромки, расположенные с торца, выполняют вспомогательную функцию. Зубья подобных фрез, как правило, имеют спиральную форму или наклонную.
Шпоночные фрезы
К числу концевых фрез относятся и так называемые шпоночные фрезы. Специфика работы этого инструмента с двумя зубьями заключается в обработке шпоночных отверстий. Шпоночные фрезы способны углубляться в обрабатываемый материал подобно сверлу, а затем двигаться по заданной траектории образуя тем самым отверстие в форме канавки.
Шпоночная фреза
Дисковые прорезные и отрезные фрезы
Дисковые фрезы, которые могут выбираться для работы, как отрезные, так и прорезные применяют для обработки различных конструктивных элементов деталей. Ими фрезеруют небольшие плоские поверхности, уступы различного назначения, прорезают шлицы у винтов, отрезают заготовки и пр.
Дисковая фреза
Пазовые дисковые фрезы
Данные дисковые фрезы используются, когда нужно обрабатывать неглубокие пазы или канавки. Заточка пазовых дисковых фрез выполняется только по внешней цилиндрической поверхности.
Пазовая дисковая фреза
Дисковые трехсторонние фрезы
Особенностью дисковых трёхсторонних фрез является то, что помимо главных режущих кромок расположенных на цилиндрической поверхности, у данного типа инструмента режущие кромки имеются и на торцах. Последние участвуют в процессе резания как вспомогательные элементы и выполняют незначительную функцию.
Дисковые трехсторонние фрезы
Фрезы для обработки Т-образных пазов
В промышленном станкостроении особенно в конструкциях фрезерных станков часто можно встретить специальные Т-образные пазы для соответствующих крепёжных элементов, вставляемых в них. Обработка подобных пазов осуществляется сначала концевыми фрезами, а за тем специальными Т-образными. Эти фрезы работают в жестких условиях и не редко ломаются, так как отвод стружки существенно затруднён. В процессе работы Т-образной фрезы её каждый зуб врезается в обрабатываемую поверхность дважды за один оборот. Такие фрезы обычно изготавливаются с зубьями, имеющими боковые режущие кромки направленными в разные стороны поочерёдно.
Фреза для Т-образных пазов
Угловые фрезы
Данные фрезы применяются при фрезеровании плоскостей с некоторым наклоном и специальных пазов имеющих угловую форму. Угловые фрезы могут быть одноугловыми в случае, когда одни режущие кромки образуют коническую поверхность, а другие расположены на торце и двухугловые в случае расположения режущих кромок по смежным коническим поверхностям. Эти разновидности фрез, как правило, используются для обработки стружкоотводящих канавок в инструментальном производстве, обработке пазов типа ласточкин хвост и прочего.
Угловые фрезы
Фреза для ласточкиного хвоста
Фасонные фрезы
На фрезерных станках можно обрабатывать профиля с фасонным сечением с помощью специально предназначенных для этого фрез.
Фасонные фрезы
Фасонные фрезы целесообразно использовать при обработке фасонных поверхностей при условии, когда длина детали значительно превышает её ширину.
Если обрабатываемые фасонные поверхности имеют незначительную длину их можно обрабатывать протягиванием или иным технологическим методом.
Виды концевых фрез — РИНКОМ
В этой статье расскажем об особенностях и видах концевых фрез. Вы узнаете:
Содержание
Виды концевых фрез
- Применение концевых фрез
- Основные виды концевых фрез (типизация по конструкции и назначению)
-
Дополнительные критерии, по которым классифицируют концевые фрезы
- Тип хвостовика
- Конструкция
- Размер зубьев
- Количество режущих кромок
- Направление отведения стружки
- ГОСТы на концевые фрезы
- Дополнительные требования к твердосплавным концевым фрезам
- Где купить концевые фрезы по металлу
-
для выполнения каких операций предназначены металлорежущие инструменты данной группы;
-
какие существуют основные виды концевых фрез;
-
по каким дополнительным критериям классифицируют инструменты;
-
какие государственные стандарты устанавливают характеристики выпускаемых производителями концевых фрез;
-
каким дополнительным требованиям должны отвечать характеристики твердосплавных инструментов данной категории.
Фотография №1: концевые фрезы по металлу
Применение концевых фрез
Концевые фрезы нашли широкое применение в автоматической (на станках) и ручной (с использованием легкого электроинструмента) металлообработке.
Фотография №2: обработка заготовки концевой фрезой на станке
Основная сфера применения концевых фрез — продольная обработка наружных и внутренних плоскостей, параллельных оси вращения. Перечислим основные операции этого типа.
-
Фрезерование контурных и линейных пазов и канавок.
-
Обработка наружных и внутренних поверхностей.
-
Получение ступенчатых плоскостей.
-
Выборка фигурных и прямолинейных выемок различной глубины.
-
Получение контурных уступов.
-
Обработка поверхностей, расположенных по отношению друг к другу под прямым углом
Эти операции выполняют при изготовлении таких деталей и изделий, как:
-
части корпусов, имеющие сквозные окна;
-
валы со шпоночными пазами;
-
плиты различных форм;
-
пуансоны, матрицы и шаблоны;
-
зубчатые шестерни и плоские изделия с выемками/канавками;
-
пресс-формы и штампы.
Фотография №3: изготовление вала со шпоночным пазом
Основные виды концевых фрез (типизация по конструкции и назначению)
Существуют следующие основные типы концевых фрез по назначению и конструкции.
-
Цилиндрические. Используются чаще всего. С применением таких инструментов решают практически все перечисленные выше задачи.
-
Шпоночные. Отличаются наличием двух режущих поверхностей на торцах рабочих частей. Это дает возможность резать метал в продольном и перпендикулярном направлениях. Такие концевые фрезы по металлу применяют для фрезерования выемок на плоских заготовках и шпоночных канавок на валах.
-
Копирные. Рабочие части могут быть цилиндрическими и коническими. Торцы закруглены. Чаще всего копирные концевые фрезы применяют для изготовления штампового инструмента и различных сложных моделей.
-
Концевые фрезы для фрезерования специальных пазов (т-образных и типа «ласточкин хвост»). Рабочие части имеют формы дисков. Такие фрезы применяют для выборки длинных пазов нужных конфигураций.
-
Четвертькруглые вогнутые. Режущие кромки таких фрез имеют форму обратных дуг. Такими инструментами фрезеруют закругленные кромки.
Фотография №4: цилиндрическая концевая фреза
Фотография №5: шпоночная концевая фреза
Фотография №6: копирная концевая фреза
Фотография №7: т-образная концевая фреза для выборки пазов типа «ласточкин хвост»
Фотография №8: четвертькруглая вогнутая концевая фреза
Дополнительные критерии, по которым классифицируют концевые фрезы
Самые важные — это:
-
тип хвостовика;
-
конструкция;
-
размер зубьев;
-
количество режущих кромок;
-
направление отведения стружки.
Тип хвостовика
Для металлообработки используют концевые фрезы с цилиндрическими и коническими хвостовиками. Приспособления первого типа предназначены для установки в ручные электроинструменты.
Концевые фрезы с коническими хвостовиками закрепляют в патронах специальных станков.
Фотография №9: концевая фреза с коническим хвостовиком
Конструкция
По конструкции инструменты делят на 2 основных типа.
-
Цельные концевые фрезы.
-
Приспособления со специальными твердосплавными напайками/пластинами.
Фрезы первого типа изготавливают в зависимости от назначения из инструментальных и быстрорежущих сталей, а также твердых сплавов. Цельные инструменты имеют стабильные параметры и высокую жесткость. Применяются для большинства операций.
Концевые фрезы с твердосплавными напайками используют при специальных режимах резания, а также при обработке изделий и заготовок из сплавов титана, нержавеющей стали и иных труднообрабатываемых материалов.
Фотография №10: концевая фреза с твердосплавными пластинами
Размер зубьев
Существуют крупнозубые и мелкозубые концевые фрезы. Первые применяют для черновых работ по металлу, вторые — для чистового фрезерования.
Количество режущих кромок
Этот параметр определяет, сколько слоев металла снимается за один оборот фрезы. Чем больше количество режущих кромок, тем чище обработка. По этому критерию концевые фрезы делятся на одно-, двух-, трех- (и т. д.) заходные.
Направление отведения стружки
Этот критерий также имеет важное значение. Стружка может отводиться вверх и вниз.
Первый способ является традиционным, но имеет следующие недостатки.
-
Часть стружки под действием силы тяжести падает вниз и вновь попадает в зону резания. В результате обработка затрудняется.
-
Стружка накапливается. Появляется лишняя операция — удаление отходов.
-
На верхних гранях реза образуется «ворс». В некоторых случаях это недопустимо.
Концевые фрезы с удалением стружки вниз называют компрессионными. Эти инструменты лишены вышеуказанных недостатков.
ГОСТы на концевые фрезы
Характеристики концевых фрез устанавливают следующие ГОСТы.
-
17025-71 — для концевых фрез с цилиндрическими хвостовиками.
-
17026-71 — для концевых фрез с коническими хвостовиками.
-
32405-2013 — для твердосплавных концевых фрез.
Дополнительные требования к твердосплавным концевым фрезам
Твердосплавные цельные концевые фрезы, изготовленные из твердых сплавов марок ВК, рекомендуется использовать для металлообработки до следующих значений износа зубьев.
-
Для концевых фрез с сечением до 3 мм — 0,15 мм.
-
Для концевых фрез с сечением от 3 до 6 мм — 0,25 мм.
-
Для концевых фрез с сечением от 6 до 10 мм — 0,3 мм.
-
Для концевых фрез с сечением от 10 до 16 мм — 0,35 мм.
-
Для концевых фрез с сечением 16 мм и более — 0,5 мм.
Конусность режущих участков твердосплавных фрез должна находиться в пределах от 0,01 (сечение инструмента — 1–5 мм) до 0,03 мм (сечение инструмента — 12 и более мм).
Радиальное биение должно варьироваться в пределах от 0,015 до 0,03 мм. Допускается небольшое отклонение по длине — +1–2 мм.
Где купить концевые фрезы по металлу
Купить концевые фрезы по металлу оптом или в розницу на очень выгодных условиях вы можете в нашем магазине. В каталоге вы найдете огромное количество инструментов для различных видов черновых и чистовых работ, выполняемых на станках и с применением ручного электроинструмента.
Изучите ассортимент и сформируйте заказ. Мы доставим купленные инструменты максимально быстро. При отсутствии каких-либо фрез в каталоге мы закажем их специально для вас.
типы, виды и их назначение, прямые пазовые, концевые, дисковые, кромочные, как выбрать, спиральные
На чтение 9 мин. Опубликовано
Фрезеровка — универсальная операция, способная заменить большинство других видов обработки. Для опытного мастера она намного важнее, чем большинство других процедур. Качественный фрезерный станок способен к выполнению как простейших, так и самых сложных видов резки материалов, созданию изделий сложной конфигурации, копированию деталей или иным специфическим операциям.
Такие возможности появляются только благодаря режущему инструменту, сам станок представляет собой электродвигатель с патроном и близок по конструкции к обычной электродрели. Сменный инструмент, обеспечивающий универсальность и многогранность фрезерного станка, обладает большим разнообразием видов и вариантов конструкции. Рассмотрим его внимательнее.
Что это такое?
С точки зрения конструкции, фрезерный станок чрезвычайно прост.
Вся его универсальность обусловлена возможностями режущего инструмента и оснастки.
При осевом вращении с высокими скоростями, рабочая кромка входит в соприкосновение с поверхностью детали и срезает слой материала определенной толщины.
Используя различные приспособления и приемы работы, фрезеровщики получают результаты высокого качества и точности. Инструмент погружается в заготовку и образует выемку, соответствующую своей конфигурации и размерам.
Основным преимуществом ручного фрезера считается простота и безопасность обработки деталей большого размера и площади. Стационарные станки предназначены для работы со стальными заготовками, но ручные рассчитаны на обработку более мягких видов материала:
- древесина разных видов;
- ДСП, ламинированная или обычная;
- МДФ, ДВП, фанера;
- алюминий;
- мягкие виды пластмассы.
Большинство фрез имеют несколько рабочих поверхностей и способны выполнять свои функции при подаче заготовки в разных направлениях. На стационарных станках перемещается обрабатываемая деталь, ручные фрезеры сами движутся по поверхности заготовки, но общий принцип от этого не меняется. Набор функций, доступный ручным станкам, намного шире, чем у стационарного оборудования. В арсенал ручных фрезеров входят следующие операции:
- обработка кромок;
- изготовление пазов или гребней;
- создание декоративных элементов, рельефного орнамента;
- копирование деталей различной формы и конфигурации;
- изготовление гнезд под элементы фурнитуры, механизмы, ручки и прочие мебельные комплектующие.
Важно! Приведен далеко не исчерпывающий список возможностей этого ручного инструмента. В умелых руках он превращается в многофункциональное устройство, позволяющее создавать изделия сложной конфигурации и с высокой точностью и чистотой обработки. Качество работы зависит от квалификации мастера и от наличия необходимого режущего инструмента.
Виды
Для выполнения той или иной операции в патрон станка устанавливают соответствующий режущий инструмент. Для ручного фрезера используются различные конструкции торцевых фрез, представляющие собой хвостовик диаметром 6,8 или 12 мм, и рабочую часть с режущими кромками. Существуют различные конструкции, обладающие специфическими возможностями. Рассмотрим виды фрез и их назначение.
По типу конструкции
Разновидности общей конструкции режущего инструмента:
- сборные. Состоят из хвостовика и стальной болванки, на которую жестко крепятся режущие кромки. Обеспечивают высокое качество обработки, практически не требуют ухода. Недостатком такого инструмента является возможность появления сколов или отламывания режущих кромок от основания. Могут использоваться для изготовления мебельных фасадов;
- со сменными кромками. Предназначены для серийного производства, при котором режущая часть быстро тупится или выходит из строя. Остальная часть инструмента вполне работоспособна, поэтому целесообразно сменить лезвие и работать дальше. Обычно изготавливают двусторонние кромки, которые по мере выхода из строя переворачивают. Возможна также полная замена режущей части;
- монолитные. Этот вид инструмента изготавливается из одной детали. Обладают высокой прочностью, устойчивостью к нагрузкам, но срок службы таких фрез относительно невелик. Они не допускают перегрева, работа на высоких скоростях или тупые кромки быстро выводят инструмент из строя.
Подавляющее большинство инструмента, имеющегося в продаже, представляет собой сборные конструкции. Они недороги, имеют высокий срок службы. Фрезы со сменными кромками встречаются реже, так как для работы с ними требуется некоторый навык и опыт. Кроме того, они заметно дороже сборных видов инструмента, что ограничивает спрос. Монолитные образцы используются для обработки твердых материалов и требуют соблюдения определенных правил, режимов резания. Заточка таких фрез представляет собой сложную задачу и требует опыта, поэтому большинство домашних мастеров стараются их не использовать.
По типу лезвий
Конфигурация лезвия — это фактор, образующий режим резания материала. Фрезы с прямыми кромками работают по принципу ножевых валов строгальных станков, срубают определенный слой материала. Спиральные кромки режут поверхность, что обеспечивает более чистую обработку, но снижает производительность. По типу металла лезвия бывают:
- быстрорежущие;
- твердосплавные.
Первый тип предназначен для обработки на больших скоростях. Используется специальный тип металла — быстрорежущая сталь, которую производят специально для изготовления инструмента. Второй тип лезвий изготавливают для обработки твердых видов материала. Они более хрупкие, цена такого инструмента заметно выше. Наиболее качественные лезвия практически не поддаются заточке обычными способами, но способны резать самые твердые материалы. Рекомендуется эксплуатировать их на относительно низких скоростях.
Классификация и предназначение
Функции, которые способна выполнять фреза, обусловлены диаметром и формой лезвия.
В их числе присутствуют многофункциональные образцы, способные выполнять массу разнородных операций.
Используются и специализированные виды, предназначенные только для одной единственной функции.
По типу обработки бывают следующие виды фрез:
- пазовые;
- кромочные;
- концевые;
- копировальные;
- торцевые;
- дисковые;
- фасонные и т.д.
Специфика и приемы работы с фрезами разных категорий принципиально отличаются друг от друга. Для работы с ними необходим опыт, умение пользоваться комплектующими или изготавливать вспомогательные приспособления самостоятельно. Рассмотрим их по порядку.
Пазовые
Пазовые фрезы представляют собой обширную группу.
Они предназначены для изготовления углублений заданной формы и размера.
Часто их используют для врезки замков и петель.
Рабочими поверхностями являются боковые и торцовые стороны.
Используется несколько разновидностей пазовых фрез:
- прямые. Используются для получения паза с плоским дном;
- галтельные. Образуют паз с круглым днищем, подходящим для укладки трубок соответствующего диаметра;
- V-образные. Образуют паз с дном, сходящимся вод углом;
- конструкционные. Это Т-образные или фрезы «ласточкин хвост». Они применяются при изготовлении соединений высокой прочности — мебельных ящиков, коробов и т.п.;
- фасонные. Используются для нанесения рамок на филенках, орнаментов или декоративных элементов на деталях мебели или столярных изделий.
Общим признаком пазовых фрез можно считать отсутствие упорного подшипника на торцовой части инструмента. Они выпускаются в нескольких типоразмерах, с различным диаметром рабочей части. Для работы с ними необходимо наличие дополнительных приспособлений — шаблонов, упоров, циркульной штанги и т.д.
Кромочные
Отличаются от остальных видов наличием подшипника в нижней (торцовой) части.
Рабочая поверхность — только боковая, создать углубление в пластике такой фрезой невозможно.
Различают следующие виды кромочных фрез:
- прямые. Предназначены для создания ровной плоской кромки детали;
- калевочные. Обрабатывают верхнюю часть кромки, скругляют или придают ей фигурный профиль;
- фальцевые. Используются для создания четверти. Диаметры подшипника и рабочей части отличаются на определенную величину, определяющую размер ступеньки. Удобны тем, что не нуждаются в создании и установке шаблона. Некоторые образцы продаются в комплекте с набором подшипников, меняя которые добиваются разного размера четверти;
- конусные. Предназначены для снятия фасок, подготовки деталей для склейки под углом и прочих нужд;
- галтельные. Образуют полукруглый паз или фаску на кромке детали;
- фигурные (фасонные, мультипрофильные). Образуют определенный рельеф, занимающий всю площадь или только часть кромки;
- полустержневые (полувалик). Создают на кромке фигуру, представляющую собой продольную половину цилиндрического стержня. Если пройти фрезой с противоположной стороны по заготовке, толщина которой равна диаметру валика, можно получить стержень круглого сечения;
- комбинированные. Это довольно большая группа инструмента, представляющего набор из нескольких режущих элементов на одном хвостовике. Они могут быть предназначены для изготовления рам, филенок (фигарейные), пазов с шипами. Широко используются специальные зубчатые наборы для сращивания древесины как в продольном, так и в поперечном направлении.
Кромочные фрезы являются наиболее многочисленной группой режущего инструмента. Они используются преимущественно для создания декоративного эффекта, хотя есть образцы исключительно технологического назначения.
Внимание! Для работы с фигурными или комбинированными фрезами, особенно с большой длиной рабочей части, необходим станок большой мощности (не менее 1600 Вт).
Концевые
Концевые фрезы представляют собой группу инструмента, рабочая часть которого находится с торцовой и боковой частей.Ранее рассмотренные пазовые фрезы являются одной из разновидностей концевых фрез.
Существуют конусные, спиральные, борфрезы, позволяющие выполнять декоративные работы или создавать пазы сложной формы.
Кроме стандартных пазовых образцов, концевые фрезы применяются довольно редко, поскольку предназначены для специфических операций с твердыми материалами, поэтому для домашних мастеров особого интереса не представляют.
Копировальные
Копировальные фрезы принадлежат к семейству кромочного инструмента.Они состоят из опорного подшипника и режущей части такого же диаметра.
Для работы необходим шаблон, который крепится струбцинами или на двусторонний скотч к поверхности заготовки. Вылет фрезы настраивается таким образом, чтобы подшипник катился по шаблону, а рабочая часть срезала все лишнее и оставляла край с нужными очертаниями.
Иногда в качестве копировальных используют обычные пазовые фрезы, диаметр рабочей части которых равен диаметру хвостовика. Гладкая часть скользит по шаблону, а рабочая удаляет лишний материал. Для таких работ рекомендуется использовать металлические шаблоны, так как древесина плохо переносит трение хвостовика и горит при задержках или сильном давлении.
Как выбрать?
Обычно при выборе фрезы руководствуются двумя критериями:
- диаметр хвостовика;
- профиль рабочей части.
Хвостовик чаще всего бывает 6,8 или 12 мм. Однако встречаются фрезы с диаметром 7 мм, поэтому рекомендуется уточнять этот момент в процессе покупки, а не получать сюрпризы уже дома. Необходимо понимать, что установка такой фрезы в 8-миллиметровую цангу с расчетом посильнее ее затянуть приведут только к поломке цанги, никакого положительного результата не будет.
Приобретая фрезы, следует обращать внимание на качество ее изготовления. Также полезно проверять инструмент по критериям:
- степень термической прочности. Определяет устойчивость изделия к нагреву;
- тип соединения рабочей части фрезы и хвостовика;
- состав припоя, который использован при соединении лезвий и основания инструмента.
Наиболее качественными считаются припои марок ПСр37,5 или ПСр40. ЕСли лезвия и основание соединены сварным способом, надежности от такого инструмента ожидать не приходится. Лучший способ проверки качества металла — попробовать его на прочность с помощью напильника. Если он легко стачивается, инструмент откровенно слабый. Качественные лезвия напильник не берет. Твердость металла должна находиться в диапазоне 58-62 HRC.
Важно! Проверка качества актуальна при покупке фрез для больших объемов работы. Если надо изготовить пару рамок или другое небольшое изделие, обычно приобретают готовый набор, не слишком обращая внимание на качество инструмента.
Фрезы для ручного станка играют важнейшую роль. Без них он как автомат без патронов. Состав и качество режущего инструмента практически полностью определяют возможности фрезера и косвенным образом характеризуют степень подготовки мастера. Чаще всего, инструментом обзаводятся по мере необходимости, что оправдано, но, при появлении нужды потребует поисков нужных фрез. На первых порах неплохо выручают стандартные наборы, в которых собраны самые востребованные образцы. Остальные виды инструмента приобретаются с появлением опыта, навыков и понимания, какие фрезы нужны больше всего и заслуживают приобретения в первую очередь.
Фрезы и инструменты — типы и их назначение (с изображениями)
Обработка с ЧПУ — это широко применяемая субтрактивная технология производства. Системы числового программного управления обеспечивают меньшую потребность в рабочей силе и более высокий уровень автоматизации.
Одним из таких автоматизированных методов изготовления является фрезерование с ЧПУ. Это процесс, при котором роторные фрезы удаляют материал, что делает его противоположным токарным станкам с ЧПУ.
Фрезерные центры не только автоматически выполняют резку, но и меняют инструменты.В среднем процессе создания готового изделия из металлического блока, например, используются различные инструменты.
Итак, давайте посмотрим, какие фрезерные инструменты используются на станках и для чего они предназначены.
Какие бывают фрезы?
Наиболее распространенные типы фрез:
- Концевая фреза
- Торцевая фреза
- Шарорез
- Слябовый стан
- Фреза боковая
- Эвольвентная зуборезка
- Мухорезка
- Полый стан
- Ракушечная фреза
- Концевая фреза для черновой обработки
- Фреза
- Нож для ершей по дереву
Во-первых, мы должны начать с одного из основных вопросов.
В чем разница между концевым фрезерованием и торцевым фрезерованием?
Это две наиболее распространенные операции фрезерования, в каждой из которых используются разные типы фрез — фреза и торцевая фреза. Разница между концевым фрезерованием и торцевым фрезерованием заключается в том, что концевая фреза использует как конец, так и стороны фрезы, тогда как торцевое фрезерование используется для горизонтального фрезерования.
Концевая фреза
У этих инструментов обычно плоское дно, но не всегда.Также доступны круглые и закругленные фрезы. Концевые фрезы похожи на сверла в том смысле, что они могут резать в осевом направлении. Но преимущество фрезерования заключается в возможности поперечной резки.
Торцевая фреза
Торцевое фрезерование
Торцевые фрезы не режут в осевом направлении. Вместо этого режущие кромки всегда расположены по бокам режущей головки. Режущие зубья представляют собой сменные твердосплавные пластины.
Это увеличивает срок службы инструмента при сохранении хорошего качества резки.
Шаровой нож
Шаровые фрезы, также известные как шаровые мельницы, имеют полусферический режущий наконечник. Цель состоит в том, чтобы поддерживать радиус угла для перпендикулярных граней.
Слябовый стан
Слябовые фрезы не так уж часто используются в современных обрабатывающих центрах. Скорее, они все еще используются с ручными фрезерными станками для быстрой обработки больших поверхностей. Вот почему фрезерование слябов часто называют фрезерованием поверхности.
Сама плита вращается в горизонтальном положении между шпинделем и опорой.
Фреза боковая
Предшественник концевой фрезы. Бокорезы имеют зубья по окружности и с одной стороны. Это делает функциональность очень похожей на концевые фрезы, но их популярность с годами пошла на убыль с развитием других технологий.
Эвольвентная зуборезка
Есть специальный режущий инструмент для фрезерования эвольвентных шестерен. Существуют различные фрезы для изготовления шестерен с определенным количеством зубьев.
Мухорезка
Эти инструменты выполняют ту же функцию, что и торцевые фрезы. Они состоят из центрального корпуса, вмещающего одну или две насадки (двусторонние фрезы).
Торцевые фрезы лучше подходят для качественной резки. Фрезы для мух просто дешевле, и режущие насадки часто изготавливаются в магазине машинистом, а не покупаются в магазинах.
Полая мельница
Полое фрезерование
Пустотные фрезы в основном противоположны торцевым фрезам.Здесь заготовка подается во внутреннюю часть фрезы для получения цилиндрической формы.
Концевая фреза для черновой обработки
Как следует из названия, это в значительной степени концевые фрезы с небольшой разницей. Концевая фреза для черновой обработки имеет зазубрины. Это ускоряет процесс резки по сравнению с обычной концевой фрезой.
Обрезанные кусочки металла меньше обычных, поэтому их легче очистить. С заготовкой одновременно контактируют несколько зубцов. Это уменьшает стук и вибрацию, которые в противном случае могли бы быть больше из-за неровностей зубьев.
Резак по дереву
Woodruff или фрезы для шпоночных пазов и пазов используются для разрезания пазов на детали, например, валы. Режущие инструменты имеют зубья, перпендикулярные внешнему диаметру, для создания подходящих пазов для шлифовальных шпонок.
Резьбовая фреза
Название этого инструмента говорит все, что вам нужно знать о его назначении. Для изготовления резьбовых отверстий используются резьбовые фрезы.
Нарезание резьбы обычно выполняется на буровом оборудовании.Однако использование резьбовой фрезы более стабильно и имеет меньше ограничений для окружающей среды.
Какие материалы используются для режущих инструментов?
Как видите, существует множество различных станков для самых разных целей. То же самое и с материалами, из которых изготовлены эти инструменты.
Давайте копнем глубже и рассмотрим наиболее распространенные материалы для фрезерных бит.
Углеродистая сталь
Самый дешевый из всех. И именно поэтому он до сих пор находит применение.Поскольку углеродистая сталь не очень долговечна, она подходит только для низкоскоростных операций.
Углеродистая стальтеряет твердость при 200 ° C. Это является причиной более низких скоростей — для сохранения низкого теплового эффекта.
быстрорежущая сталь
Быстрорежущая сталь, сорт инструментальной стали, содержит несколько легирующих элементов, которые обеспечивают лучшую реакцию на нагрев и износ, чем обычная углеродистая сталь. По мере того, как жизненный цикл такого инструмента увеличивается, увеличивается и его стоимость.
Теряет твердость при 600 ° С.Поэтому для этих инструментальных сталей подходят более высокие скорости фрезерования.
Твердые сплавы
Этот материал тверже, чем быстрорежущая сталь, но его прочность не так впечатляет. Более высокая твердость обеспечивает лучшую защиту от износа, но более низкие уровни вязкости делают его немного более восприимчивым к растрескиванию и выкрашиванию.
Верхняя температура использования составляет 900 ° C.
Резка керамики
Режущая керамика даже тверже, чем твердые сплавы, но проигрывает по прочности.И оксид алюминия, и нитрид кремния используются для производства этих инструментов с различными свойствами.
Режущие керамические инструменты склонны к растрескиванию при работе с твердыми материалами и при высоких температурах. Поэтому, например, они не подходят для обработки стали. В противном случае следует ожидать короткого срока службы инструмента.
Выбор подходящего станка
Как правило, в производстве выбор метода или инструмента сводится к достижению баланса между скоростью, стоимостью и качеством.Стоимость зависит как от цены инструмента, результата механической обработки износа, так и от времени, необходимого (скорости) для изготовления деталей.
Выбор материала инструмента
Обычные углеродистые стали обычно исключаются из списка опций из-за их ограниченных возможностей. Поэтому HSS (быстрорежущая сталь) является наиболее дешевым материалом для выполнения работы. В то же время скорость его износа означает, что в долгосрочной перспективе есть варианты получше.
Кобальтосодержащая быстрорежущая сталь, например, подходит для еще более быстрого фрезерования.Это делает их достаточно подходящими для большинства работ.
Твердый сплав — это еще один шаг на пути к высокопроизводительному фрезерованию благодаря вышеупомянутым свойствам таких фрезерных станков. В конечном итоге они являются более экономичным выбором, в то время как первоначальные затраты выше.
Диаметр
Это довольно просто. Инструмент большого диаметра может быстрее фрезеровать деталь. Ограничения применяются в зависимости от геометрии конечной детали.
Например, если необходимы определенные внутренние радиусы, инструмент не может отклоняться от них.В то же время вы можете использовать большой инструмент для фрезерования основной части и применить меньший инструмент для обработки внутренних углов.
Покрытие инструмента
Существуют различные покрытия для защиты инструментов от износа. Например, покрытие из нитрида титана увеличивает срок службы инструмента, но также увеличивает его стоимость.
Такое покрытие снижает липкость режущего материала, что может быть проблемой для алюминия. Следовательно, во время резки требуется меньше смазки.
Количество канавок
Канавки — это каналы на фрезерной коронке. Чем больше канавок, тем выше скорость подачи, потому что удаляется меньше материала.
В то же время это увеличивает общий диаметр фрезы. Это оставляет меньше места для стружки.
Угол наклона спирали
Угол наклона спирали вместе со скоростью вращения шпинделя определяет скорость резания или скорость подачи. Более крутой угол подходит для более мягких материалов и металлов.
Чтобы выбрать подходящие фрезы для вашей работы, необходимо понимание материалов, параметров и определенно некоторый опыт.Конечный результат зависит от этого выбора, и машинист должен понимать, какие фрезы подходят для резки различных материалов.
Хороший выбор приводит к высокой подаче и, следовательно, к сокращению времени резки, а также к снижению затрат.
При выборе службы обработки с ЧПУ убедитесь, что у них есть все необходимые инструменты для изготовления ваших деталей.
Глава 12: Фрезы и операции | Применение режущего инструмента
В металлообработке используются два основных типа режущего инструмента: одноточечный и многоточечный.По сути, они похожи. Фрезу можно создать, сгруппировав несколько одноточечных инструментов в круглом держателе.
Фрезерование — это процесс создания обработанных поверхностей путем постепенного удаления заданного количества материала с заготовки, который продвигается с относительно низкой скоростью подачи к фрезу, вращающейся со сравнительно высокой скоростью. Характерной особенностью процесса фрезерования является то, что каждый зуб фрезы снимает свою долю припуска в виде мелких отдельных стружек.
Типы фрез
Разнообразие доступных фрез помогает сделать фрезерование универсальным процессом обработки. Фрезы производятся в большом размере. Фрезы изготавливаются из быстрорежущей стали (HSS), другие имеют твердосплавные пластины, а многие из них являются сменными или индексируемыми пластинами.
Периферийные фрезы — Периферийные фрезы обычно устанавливаются на оправку для выполнения различных операций. Обычные фрезы из быстрорежущей стали включают в себя фрезу со ступенчатым зубом, боковую фрезу, плоскую фрезу, одноугловую фрезу, двухугловую фрезу, выпуклую фрезу, вогнутую фрезу и фрезу с закругленными углами.
Плоская фреза для легких режимов работы — Фреза общего назначения для периферийного фрезерования. Узкие фрезы имеют прямые зубья, а широкие — винтовые.
Плоская фреза для тяжелых условий эксплуатации — Аналогичная фреза для легких режимов работы, за исключением того, что она используется для более высоких скоростей съема металла. Чтобы помочь ему в этой функции, зубцы расположены шире, а угол наклона спирали увеличен примерно до 45 градусов.
Боковая фреза — Имеет режущую кромку по бокам и по периферии.Это позволяет фрезу фрезеровать пазы.
Фреза с половинной стороной — То же, что и описанная ранее, за исключением того, что режущие кромки имеются с одной стороны. Используется для фрезерования уступов. Две фрезы этого типа часто устанавливаются на одной оправке для двухкоординатного фрезерования.
Боковая фреза со смещенными зубьями — То же, что и боковая фреза, за исключением того, что зубья расположены со смещением, так что каждый второй зуб режет на заданной стороне паза. Это позволяет выполнять глубокие и тяжелые пропилы.
Угловые фрезы — Периферийные режущие кромки лежат на конусе, а не на цилиндре. Может быть предусмотрен одинарный или двойной угол.
Концевая фреза — Имеет периферийные режущие кромки плюс торцевые режущие кромки на одном конце. В нем есть отверстие для болта, чтобы прикрепить его к шпинделю.
Формовочная фреза — Периферийная фреза, кромка которой имеет форму, позволяющую получить особую конфигурацию на поверхности. Одним из примеров является фреза для зубьев шестерни.На поверхности заготовки воспроизводится точный контур режущей кромки формовочной фрезы.
Концевые фрезы — Концевые фрезы могут использоваться на вертикальных и горизонтальных фрезерных станках для выполнения различных операций торцевания, обработки пазов и профилирования. Цельнотянутые концевые фрезы изготавливаются из быстрорежущей стали или спеченного карбида. Другие типы, такие как концевые фрезы и фрезы, состоят из режущих инструментов, которые привинчиваются к адаптерам болтами или иным образом.
Цельные концевые фрезы — Цельные концевые фрезы имеют две, три, четыре или более канавок и режущих кромок на торце и периферии.Две концевые фрезы с канавками можно подавать прямо вдоль их продольной оси в твердый материал, поскольку режущие поверхности на концах встречаются. Фрезы с тремя и четырьмя канавками с одной торцевой режущей кромкой, выступающей за центр фрезы, также можно подавать непосредственно в твердый материал.
Цельнокроеные концевые фрезы бывают двухсторонние или односторонние, с прямым или коническим хвостовиком. Концевая фреза может быть короткой с короткими режущими канавками или очень длинной для проникновения в глубокие полости. На концевых фрезах, предназначенных для эффективной резки алюминия, угол наклона спирали увеличен для улучшения режущего действия и удаления стружки, а канавки можно полировать.
Специальные концевые фрезы — Концевые шаровые фрезы доступны в диаметрах от 1/32 до 2-1 / 2 дюйма, в одностороннем и двустороннем исполнении. Одноцелевые концевые фрезы, такие как фрезы Woodruff со шпоночным шлицем, фрезы для закругления углов и фрезы «ласточкин хвост», используются как на вертикальных, так и на горизонтальных фрезерных станках. Обычно они изготавливаются из быстрорежущей стали и могут иметь прямой или конический хвостовик.
Номенклатура фрезы — Что касается режущего действия по металлу, подходящие углы на зубе — это те, которые определяют конфигурацию режущей кромки, ориентацию поверхности зуба и рельеф для предотвращения трения о землю .
Внешний диаметр — Диаметр окружности, проходящей через периферийные режущие кромки. Это размер, используемый вместе со скоростью шпинделя для определения скорости резания (SFPM).
Диаметр корня — Этот диаметр измеряется по окружности, проходящей через нижнюю часть галтели зуба.
Зуб — Зуб — это часть фрезы, начинающаяся от корпуса и заканчивающаяся периферийной режущей кромкой. Сменные зубы называют вкладышами.
Лицевая поверхность зуба — Лицевая поверхность зуба — это поверхность между галтелем и режущей кромкой, по которой стружка скользит во время ее формирования.
Земля — Область за режущей кромкой на зубе, которая очищена во избежание столкновения, называется площадкой.
Канавка — Канавка — это пространство, предназначенное для прохождения стружки между зубьями.
Угол зазора — Угол зазора измеряется между лицевой стороной зуба и задней частью зуба непосредственно впереди.
Скругление — Скругление — это радиус в нижней части канавки, предназначенный для обеспечения стекания стружки и ее скручивания.
Вышеуказанные термины применимы в первую очередь к фрезам, в частности к гладким фрезам. При определении конфигурации зубьев фрезы важны следующие термины.
Периферийная режущая кромка — Режущая кромка, выровненная в основном в направлении оси резца, называется периферийной режущей кромкой.При периферийном фрезеровании именно эта кромка удаляет металл.
Лицевая режущая кромка — Лицевая режущая кромка — это кромка для удаления металла, ориентированная в основном в радиальном направлении. При боковом и торцевом фрезеровании эта кромка фактически образует новую поверхность, хотя периферийная режущая кромка все еще может снимать большую часть металла. Это соответствует торцевой режущей кромке одноточечных инструментов.
Угол спуска — Этот угол измеряется между площадкой и касательной к режущей кромке на периферии.
Свободный угол — Предназначен для стружки и образования канавки.
Радиальный передний угол — Угол между поверхностью зуба и радиусом фрезы, измеренный в плоскости, перпендикулярной оси фрезы.
Осевой передний угол — Измеряется между периферийной режущей кромкой и осью фрезы, если смотреть радиально на точку пересечения.
Угол установки лезвия — Когда в корпусе резака имеется прорезь для лезвия, угол между основанием прорези и осью резака называется углом установки лезвия.
Сменные фрезы
Существует множество зажимных систем для сменных пластин в корпусах фрез.
Клиновой зажим — Фрезерные пластины уже много лет зажимаются с помощью клиньев в индустрии режущего инструмента. Этот принцип обычно применяется одним из следующих способов: либо клин спроектирован и ориентирован так, чтобы поддерживать пластину во время зажима, либо клин зажимает режущую поверхность пластины, прижимая пластину к корпусу фрезеровки.Когда клин используется для поддержки пластины, он должен поглощать всю силу, возникающую во время резания. Вот почему предпочтение отдается клиновому зажиму на режущей поверхности пластины, поскольку этот метод передает нагрузки, возникающие при прорезании пластины, на корпус резца.
Однако система клинового зажима имеет два явных недостатка. Во-первых, клин покрывает почти половину режущей поверхности пластины, препятствуя нормальному потоку стружки и вызывая преждевременный износ корпуса фрезы, а во-вторых, высокие зажимные усилия, вызывающие деформацию зажимного элемента и корпуса фрезы, могут и часто будут результатом.Чрезмерное усилие зажима может вызвать достаточную деформацию корпуса фрезы, так что в некоторых случаях при загрузке пластин в корпус фрезы последний паз пластины будет сужен до точки, в которой последняя пластина не войдет в корпус. Когда это происходит, несколько уже загруженных пластин удаляются и сбрасываются. Клиновой зажим можно использовать для зажима отдельных пластин или сменных и сменных картриджей фрез.
Винтовой зажим — Этот метод зажима используется в сочетании со вставкой с запрессованной зенковкой или зенковкой.Динамометрический винт часто используется для эксцентрической установки и прижатия пластины к стенкам гнезда для пластины.
Винтовой зажим отлично подходит для концевых фрез малого диаметра, где пространство ограничено. Это также обеспечивает свободный беспрепятственный путь для стружки без клиньев или любого другого препятствующего оборудования. Винтовой зажим обеспечивает меньшее зажимное усилие, чем при использовании клиновой зажимной системы. Однако, когда температура режущей кромки значительно повышается, пластина часто расширяется и вызывает нежелательный эффект повторной затяжки, увеличивая крутящий момент, необходимый для разблокировки винта пластины.Метод винтового зажима может использоваться на шаровых фрезах со сменными пластинами или на фрезах со сменными пластинами и торцевых фрезах.
Геометрия фрезы
Существует три стандартных геометрии фрезы: двойное отрицательное, двойное положительное и положительное / отрицательное. Каждый из них имеет определенные преимущества и недостатки, которые необходимо учитывать при выборе правильной фрезы для работы.
Двойная отрицательная геометрия — Двойная отрицательная фреза использует только отрицательные пластины, удерживаемые в отрицательном кармане.Это обеспечивает прочность режущей кромки для черновой обработки и прерывистого резания. При определении геометрии фрезы важно помнить, что отрицательная пластина имеет тенденцию отталкивать фрезу, оказывая значительное усилие на заготовку. Это может быть проблемой при обработке слегка удерживаемых деталей или при использовании легких станков. Однако эта тенденция толкать обрабатываемую деталь или отталкивать фрезу от заготовки может быть полезной в некоторых случаях, потому что сила прекращается, чтобы «нагружать» систему, что часто снижает вибрацию.
Двойная положительная геометрия — Двойные положительные резцы используют положительные пластины, удерживаемые в положительных карманах. Это необходимо для обеспечения необходимого зазора для резки. Двойная положительная геометрия фрезы обеспечивает резку с низким усилием, но пластины контактируют с заготовкой в их самом слабом месте — режущей кромке. При фрезеровании с положительным передним углом силы резания стремятся поднять заготовку или втягивать фрезу в работу. Самым большим преимуществом двойного положительного фрезерования является свободное резание. К заготовке прилагается меньшее усилие, поэтому требуется меньшая мощность.
Положительная / отрицательная геометрия — Положительная / отрицательная геометрия фрезы объединяет положительные пластины, удерживаемые в отрицательных карманах. Это обеспечивает положительный осевой прием и отрицательный радиальный передний угол, а также, как и в случае с двойными положительными пластинами, необходимый зазор для резания. В случае фрез с положительным / отрицательным наклоном заготовка контактирует с режущей кромкой в радиальном направлении и с режущей кромкой в осевом направлении. Резак положительного / отрицательного типа может считаться резаком с низким усилием.При положительном / отрицательном фрезеровании доступны некоторые из преимуществ как положительного, так и отрицательного фрезерования.
Угол подъема — Угол подъема — это угол между пластиной и осью фрезы. Чтобы определить, какой угол подъема лучше всего подходит для конкретной операции, необходимо учитывать несколько факторов. Во-первых, угол подъема должен быть достаточно небольшим, чтобы покрывать глубину резания. Чем больше угол подъема, тем меньшую глубину резания можно выполнить для пластины данного размера. Кроме того, для обрабатываемой детали может потребоваться небольшой угол подъема, чтобы очистить часть или сформировать определенную форму на детали.
Угол подъема также определяет толщину стружки. Чем больше угол подъема для одинаковой скорости подачи или нагрузки стружки на зуб, тем тоньше стружка становится. Как и в одноточечной оснастке, глубина резания распределяется по более длинной поверхности контакта. Следовательно, рекомендуется использовать фрезы с углом подъема, когда целью является максимальное удаление материала. Утончение стружки позволяет увеличить скорость подачи.
Углы подъема могут составлять от нуля до 85 градусов. Наиболее распространенные углы подъема, доступные для стандартных фрез, составляют 0, 15, 30 и 45 градусов.Углы подъема более 45 градусов обычно считаются особыми.
Фрезы с большим углом в плане также обладают большей теплоотдачей. Однако, если при резке можно использовать больше инструмента, как в случае с большими углами подъема, способность инструмента рассеивать тепло будет улучшена. Кроме того, увеличивается осевое усилие и уменьшается радиальное усилие, что является важным фактором в борьбе с вибрацией.
Геометрия углов фрезерной пластины
Форма и размер индексируемых пластин обсуждались в главе 2.Выбор правильной угловой геометрии, вероятно, является наиболее сложным элементом выбора пластины. Доступны самые разные стили углов. Выбранный стиль углов существенно повлияет на качество поверхности и стоимость вставки.
Радиус при вершине — Пластина с радиусом при вершине обычно дешевле, чем аналогичная пластина с любой другой угловой геометрией. Радиус при вершине также является самой сильной угловой геометрией, потому что у него нет острых углов на стыке двух плоскостей.Только по этим двум причинам пластина с радиусом при вершине должна быть лучшим выбором для любого применения, где ее можно использовать.
Пластины с радиусом при вершине могут повысить стойкость инструмента при их использовании в фрезах с углом упора от 0 до 15 градусов.
Фаска — Существует два основных способа применения пластин с угловой фаской. В зависимости от угла фаски и угла подъема корпуса фрезы, в которой используется пластина, площадка фаски будет либо параллельной, либо угловой (наклонной) по отношению к направлению подачи.
Пластины, на которые нанесена фаска под углом к направлению подачи, обычно имеют только одну фаску. Эти пластины обычно не такие прочные, и их стоимость обычно выше, чем у пластин с большим радиусом при вершине. Пластины для снятия фаски с угловой фаской часто используются для обработки общего назначения с использованием двойных отрицательных фрез.
Пластины, предназначенные для использования с фаской, параллельной направлению подачи, могут иметь одинарную фаску, одинарную фаску и угловой разрыв, двойную фаску или двойную фаску и угловой разрыв.Более крупные участки называются первичными гранями, а участки меньшего размера — вторичными гранями. Стоимость фасок по сравнению с другими типами углов геометрии зависит от количества фасок. Однофасетная пластина является наименее дорогой, а многогранная пластина стоит дороже из-за дополнительных затрат на шлифование.
Самым большим преимуществом использования пластин с фаской, параллельной направлению подачи, является то, что при правильном использовании они обеспечивают отличное качество поверхности.Когда ширина площадки больше, чем продвижение на оборот, одна пластина образует поверхность. Это означает, что обычно достигается отличное качество поверхности независимо от биения торца пластины.
Стеклоочистители — Стеклоочистители уникальны как по внешнему виду, так и по применению. Эти пластины имеют только одну или две очень длинные чистящие площадки. В корпусе фрезы, заполненной другими пластинами (обычно пластинами для черновой обработки), используется одинарный очиститель, который устанавливается приблизительно от 0,003 до 0.На 005 дюймов выше, чем у других пластин, так что только очиститель образует готовую поверхность.
Чистовая обработка, полученная с помощью протирочной машины, даже лучше, чем превосходная чистовая обработка, достигаемая с помощью пластины для снятия фаски с параллельной площадкой.
Основные операции фрезерования Перед тем, как будет предпринята какая-либо операция по фрезерованию, необходимо принять несколько решений. Помимо выбора наилучших средств удержания работы и наиболее подходящих фрез, необходимо установить скорость резания и скорость подачи, чтобы обеспечить хороший баланс между быстрым съемом металла и длительным сроком службы инструмента.
Правильное определение скорости резания и скорости подачи возможно только в том случае, если известны следующие шесть факторов:
• Тип обрабатываемого материала для стяжки
• Жесткость установки
• Физическая прочность фрезы
• Режущий инструмент материал
• Доступная мощность на шпинделе
• Требуемый тип отделки
Направление подачи фрезерования Применение фрезерного инструмента с точки зрения направления его обработки имеет решающее значение для производительности и срока службы инструмента в течение всей операции.Два варианта направления фрезерования описываются как обычное фрезерование или фрезерование с подъемом. Обычное фрезерование и фрезерование с подъемом также влияют на стружкообразование и стойкость инструмента.
Обычное фрезерование — Термин, часто ассоциируемый с этой техникой фрезерования, — это фрезерование под углом. Фреза вращается против направления подачи, когда заготовка продвигается к ней со стороны, где зубья движутся вверх. Разделительные силы, возникающие между резцом и заготовкой, препятствуют движению заготовки.Толщина стружки в начале реза минимальна, постепенно увеличиваясь до максимальной в конце реза.
Фрезерование с уступом — Термин, часто связанный с этой техникой фрезерования, — это фрезерование «снизу». Фреза вращается в направлении подачи и заготовки, поэтому продвигается к фрезу со стороны, где зубья движутся вниз. Когда зубья фрезы начинают резать, возникают значительные силы, которые способствуют движению заготовки и стремятся втягивать ее под резец.Стружка имеет максимальную толщину в начале реза, уменьшаясь до минимума на выходе. Как правило, рекомендуется везде, где это возможно, фрезерование с подъемом. Подъемное фрезерование обеспечивает лучшую чистовую обработку и продлевает срок службы фрезы.
Преимущества и недостатки — Если обрабатываемая деталь имеет сильно абразивную поверхность, обычное фрезерование обычно обеспечивает более длительный срок службы резца, поскольку режущая кромка входит в контакт с обрабатываемой поверхностью под абразивной поверхностью. Обычное фрезерование также защищает кромку за счет скалывания поверхности перед режущей кромкой.
Ограничения на использование подъемного фрезерования в основном связаны с состоянием станка и жесткостью, с которой заготовка закреплена и поддерживается. Поскольку резец имеет тенденцию взбираться на работу, оправка фрезерного станка и опора оправки должны быть достаточно жесткими, чтобы преодолеть эту тенденцию. Подача должна быть равномерной, и если на станке нет привода глушителя люфта, необходимо подтянуть упоры стола, чтобы предотвратить втягивание заготовки в резак.Большинство современных машин построено достаточно жестко. Старые станки обычно можно подтянуть, чтобы можно было использовать подъемное фрезерование.
Давление вниз, вызванное подъемным фрезерованием, имеет неотъемлемое преимущество в том, что оно имеет тенденцию удерживать изделие и приспособление напротив стола, а стол — напротив путей. При обычном фрезеровании происходит обратное, и заготовка имеет тенденцию подниматься со стола.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков.Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.8 основных типов фрез | Станки фрезерные
Теперь мы подробно рассмотрим различные фрезы в зависимости от формы (различные типы фрез показаны на рис. 16.36–16.48).
Тип № 1. Плоская фреза:Он имеет прямые или винтовые зубья, вырезанные по периферии диска или цилиндрической поверхности.Это может быть сплошное лезвие или лезвие с наконечником, обычно оно заточено по профилю, но также может иметь облегченную форму. Обычно винтовые зубья используются, если ширина фрезы превышает 15 мм.
Плоская фреза обычно используется для фрезерования плоских поверхностей параллельно оси фрезы. Фрезы со спиральными зубьями используются там, где требуется большой съем материала. Спиральный угол позволяет одновременно резать несколько зубьев, что обеспечивает более плавное резание.
Плоские фрезы для тяжелых условий эксплуатации имеют меньшее количество зубьев и угол наклона спирали 35-45 °.Иногда они имеют зазубрины на периферии по спирали для стружкодробления и плавной работы.
Тип # 2. Боковая фреза:Эта фреза похожа на плоскую фрезу, за исключением того, что у нее есть зубья по бокам. Однако боковая фреза может иметь зубья на периферии и на одной или обеих сторонах инструмента. Эти фрезы могут иметь прямые, спиральные или ступенчатые зубья. Кроме того, это могут быть сплошные, вставные лезвия или конструкция с наконечниками, и они могут быть заостренными или иметь облегченную форму.
Фрезы с половинной стороной имеют зубья только с одной стороны в дополнение к периферийным зубьям. Эти фрезы обычно используются в паре для фрезерования обоих концов заготовки до заданного размера.
Тип # 3. Концевые фрезы:Эти фрезы имеют цельный вал для привода и зубья как на периферии, так и на концах. Это фрезы с зубьями на периферии и за одно целое с хвостовиком для удержания и приведения в движение (см. Рис. 16.41).Они используются для фрезерования плоских, горизонтальных, вертикальных, скошенных, фасковых и наклонных поверхностей, канавок и шпоночных пазов, а также для вырезания пазов и при таких работах, как изготовление штампов и т.д.
Канавки фрезы могут быть как прямыми, так и спиральными. Концевые фрезы с большим винтом используются для фрезерования алюминия и легких металлов. Концевая фреза может иметь конический хвостовик (с выступом или с резьбой) или прямой хвостовик.
Большие фрезы (концевые фрезы с корпусом) имеют отдельную режущую часть и крепятся к оправке из-за высокой стоимости быстрорежущей стали.Такая конструкция приводит к значительной экономии материальных затрат.
Тип # 4. Фрезы для продольной резки металла:
Эти фрезы напоминают плоские фрезы, за исключением того, что они очень тонкие. Обычно они заточены под профиль и могут быть сплошными или остроконечными. Они используются для отрезания и прорезания пазов и в чем-то похожи на полотна циркулярной пилы. Плоские фрезы этого типа облегчают шлифовку сторон, чтобы обеспечить зазор для фрезы.
Обычно существует шесть типов пил:
(a) Фрезы для продольной резки металла:
Они используются для тонкой резки и имеют зубья пилообразной формы с небольшими вогнутыми сторонами с обеих сторон для обеспечения зазора во время резки.
(b) Фрезы со ступенчатыми зубьями:
Они похожи на боковые фрезы со смещенными зубьями, их зубья смещены на периферии с чередующимися правыми и левыми углами спирали и имеют относительно небольшую ширину.
(c) Фрезы для продольной продольной резки зубов:
Подходит для отрезания более широкого материала или для проделывания глубоких пазов.
(d) Угловые фрезы:
Любая угловая фреза попадает под эту классификацию. Они могут иметь фрезы либо только на одной конической поверхности (одноугловая фреза), либо на двух конических поверхностях (двухугловая фреза).Угловые фрезы используются для нарезания храпового колеса, ласточкин хвоста, канавок на фрезах и развертках, углов обработки и V s 30 °, 45 °, 60 ° и 90 °.
Угловые фрезыимеют периферийные зубья, а их режущие кромки лежат на конической поверхности (см. Рис. 16.43).
(e) Фреза для вогнутых поверхностей:
Это формованная фреза, имеющая форму для фрезерования выпуклой поверхности круглого контура, равного половине круга или меньше (см. Рис.16,44).
(f) Цилиндрическая фреза:
Это фреза, имеющая цилиндрическую форму и зубья только на периферийной поверхности (см. Рис. 16.45).
Тип # 5. Фрезы для Т-образных пазов:Они используются для фрезерования Т-образных пазов за одну операцию и доступны в специальных размерах для стандартных Т-образных пазов. Они напоминают плоские или боковые фрезы, которые имеют встроенный прямой или конический вал для привода.
Прямые или ступенчатые зубья нарезаются по периферии и с обеих сторон. Для выполнения Т-образного паза сначала боковая фреза делает паз, а затем фреза с Т-образным пазом увеличивает ширину дна паза для формирования желаемого Т-образного паза.
Тип # 6. Фрезы формы:Они имеют особый изогнутый контур зуба и используются для фрезерования контуров различной формы. В зависимости от используемого метода шлифования их можно разделить на профильную или торцевую.
(a) Фрезы:
Они предназначены для придания заготовке определенной формы. Одним из примеров являются боковые и торцевые фрезы (см. Рис. 16.46).
Можно отметить, что у него есть зубцы на периферийной поверхности, а также с обеих сторон. Зубы могут быть как ступенчатыми, так и прямыми.
Другим примером формовочной фрезы является резьбовая фреза, в которой сформированная фреза имеет форму для фрезерования резьбы винта с шагом, равным шагу зуба фрезы (см. Рис.16,47).
Различные другие типы фасонных фрез: выпуклые фрезы, вогнутые фрезы, фрезы для закругления углов, карманные фрезы, фрезы для шпинделя, фрезы для групповых фрез и т. Д.
(b) Фрезы фасонного или фасонного профиля:
В этих фрезах заточка выполняется путем заточки небольшой задней поверхности режущей кромки. Поскольку контур должен точно воспроизводиться каждый раз при заточке, поэтому его применение ограничивается простыми контурами.Это могут быть цельные или вставные лезвия.
(c) Фрезы с фасонным или эксцентриковым упором:
Эти фрезы затачиваются на торце зуба, таким образом сохраняя первоначальный профиль. Поэтому они очень подходят для сложных форм, поскольку их можно снова и снова легко затачивать, пока зубцы не станут слишком тонкими для использования.
Эти фрезы обычно сплошного типа, а зазор на задней части режущей кромки создается мастер-инструментом в эксцентриковом станке, придавая всем зубьям контур мастер-инструмента.
Тип # 7. Фрезы:В основном фреза представляет собой цилиндр с приспособлением для установки одной или нескольких насадок или одноточечных фрез на торце или периферии. Это особенно подходит для высокоскоростной работы для быстрой работы, обеспечивая большую подачу на зуб для металлов, таких как магний и алюминий.
Тип # 8. Фрезы со вставными зубьями:Использование этого типа фрезы позволяет изготавливать основной корпус фрезы из машинной стали, которая является относительно менее дорогой и прочной.Зубья изготовлены из легированной инструментальной стали и крепятся к корпусу механически с помощью установочных винтов или припаяны на месте. Положение зубов можно отрегулировать по износу. Это очень хорошо подходит для обработки дорогого режущего материала, такого как твердый сплав. Фрезы этой группы в основном используются для фрез большого диаметра, известных как торцевые фрезы.
Типы режущих инструментов — Руководство по покупке Thomas
В обрабатывающей промышленности доступны различные типы режущих инструментов. Этот процесс требует, чтобы свойства режущего инструмента были сделаны из разных материалов.Каждый режущий инструмент выбирается по типу обрабатываемого материала, включая тип обработки, количество и качество продукции. Для выполнения резки используются одноточечные или многоточечные инструменты. Инструменты с одним острием используются при токарной обработке, строгании и других подобных методах для удаления материала с использованием одной режущей кромки.
Инструменты классифицируются по обширной линейке используемых материалов, например:
- Углеродистая инструментальная сталь — недорогой металлорежущий инструмент, используемый для низкоскоростных операций механической обработки.Эти углеродистые стали устойчивы к истиранию и могут сохранять острую режущую кромку. Углеродистые стали обладают отличной обрабатываемостью. Однако они теряют твердость при температуре около 250 градусов Цельсия и не подходят для современных операций механической обработки. Инструмент из углеродистой стали используется в фрезерных, токарных, формовочных и спиральных сверлах, а также для обработки мягких материалов, таких как магний, алюминий и латунь.
- Быстрорежущая сталь (HSS) — высокоуглеродистая сталь со значительным содержанием легирующих элементов, таких как вольфрам, молибден, хром и т. Д.Охлаждающая жидкость используется для увеличения срока службы инструмента из-за потери твердости при температуре 650 градусов Цельсия. HSS используются в сверлах, фрезах, токарных станках с продольной точкой и протяжках.
- Твердый сплав — Режущий инструмент из твердого сплава состоит из карбида тантала, вольфрама и титана с кобальтом в качестве связующего. Эти твердосплавные инструменты очень твердые и могут выдерживать температуры значительно выше 1000 градусов Цельсия.
- Инструменты для керамики — оксид алюминия и нитрид кремния считаются наиболее распространенными керамическими материалами.Они обладают высокой прочностью на сжатие и выдерживают температуру до 1800 градусов Цельсия. Благодаря низкому трению между поверхностью инструмента и стружкой и низкой теплопроводностью, они обычно не требуют охлаждающей жидкости и обеспечивают отличную чистоту поверхности.
- Инструмент из кубического нитрида бора (CBN) — CBN — второй по твердости материал после алмаза. Они обладают высокой устойчивостью к истиранию и используют абразивные материалы в шлифовальных кругах.
- Алмазный инструмент. Алмазы — самый твердый материал, не говоря уже о том, что он довольно дорогой.Обладает очень высокой теплопроводностью и температурой плавления. Они обладают низким коэффициентом трения, низким тепловым расширением и высокой устойчивостью к истиранию. Алмазы отлично подходят для точности размеров и обработки поверхности.
Типы режущих инструментов
Типы режущих инструментов, которые мы сосредоточим здесь, — это фрезерные и токарные режущие инструменты, включая концевые фрезы, сверла и метчики.
Концевые фрезыявляются наиболее распространенными режущими инструментами для ЧПУ и ручных фрез и обычно используются для обработки боковых и торцевых сторон заготовки.
- Материалы для концевых фрез из быстрорежущей стали предназначены для различных процессов фрезерования большинства материалов. Эти инструменты доступны в различных размерах и могут быть односторонними или двусторонними. Стандартные твердосплавные концевые фрезы
- предназначены для общего фрезерования всех материалов. Твердосплавные концевые фрезы
- Performance предназначены для специальных применений, таких как обработка пластика, стали и алюминия.
Сверла используются при фрезерных и токарных работах для сверления отверстий в заготовке.Сверла доступны в различных размерах и стилях. Центровочные сверла, точечные сверла, сверла для винторезных станков и сверла для продольной резки — вот лишь некоторые из них.
- Центровочные сверла изготовлены из двухсторонней быстрорежущей стали и идеально подходят для установки подвижного центра (аналогично мертвой точке). Он может резать под углом 60 градусов на конце заготовки.
- Сверла для точечного и снятия фаски из твердосплавной стали идеальны для зенковки или точечного сверления, сверления и снятия фаски. Сверла для винтовых станков
- могут использоваться для универсального сверления большинства материалов, включая сталь, и доступны в различных размерах, включая дробные, проволочные и буквенные системы. Сверла
- Jobber Length Drills также могут использоваться для универсального сверления большинства материалов, включая сталь.
Метчики, такие как метчики со спиральным острием или метчики со спиральной канавкой, идеально подходят для нарезания резьбы в ранее просверленных отверстиях. Доступны ответвители как для универсальных, так и для высокопроизводительных операций.
- Метчики со спиральной канавкой общего назначения идеально подходят для частичного нарезания резьбы на фрезерном станке с ЧПУ. Метчики со спиральным острием общего назначения
- могут использоваться для обработки большинства металлов и идеально подходят для нарезания резьбы и сквозных отверстий в деталях фрезерного станка с ЧПУ. Высокопроизводительные метчики со спиральной канавкой
- идеально подходят для нарезания резьбы деталями из алюминия и нержавеющей стали. Высокопроизводительные метчики со спиральной канавкой
- могут использоваться для нарезания резьбы алюминиевых деталей и деталей из нержавеющей стали.
Сводка
В этой статье представлено понимание типов режущих инструментов. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://www.datron.com/tools/datron-cutting-tools.php
- https://www.travers.com/end-mills/c/297630/
Прочие изделия для резки
Прочие «виды» изделий
Больше от Machinery, Tools & Supplies
Типы фрез — Bright Hub Engineering
В производстве фрезерные станки очень важны. Помимо того, что этот станок используется для обработки твердых материалов, фрезерный станок также используется для строгания, штамповки, нарезания шпоночных пазов и фрезерования, среди прочего.Фрезерный станок обеспечивает удобство для оператора, поскольку заготовка перемещается к фрезу. Таким образом, обработка более эффективна.
Одними из самых важных компонентов фрезерного станка являются фрезерные инструменты. Эти инструменты на самом деле являются режущими инструментами, которые прикрепляются к фрезерному станку для процесса резки. В зависимости от формы и размера существует множество типов режущих инструментов для фрез. Кроме того, фрезы классифицируются по покрытиям и переднему углу.Процесс резки достигается за счет движения фрезы внутри станка.
Чтобы добиться эффективного резания, необходимо тщательно рассмотреть особенности фрезы. Характеристики фрезы включают форму, канавки, центральное резание, угол наклона спирали, хвостовик, черновую обработку и покрытия.
Форма . Форма резака определяет тип операции резки, которую он может выполнять. В различных отраслях промышленности используется множество стандартных форм.
Флейта .Это глубокие винтовые канавки, идущие вверх по фрезу. По краю канавок расположены острые лезвия. Эти лезвия называются зубьями и являются компонентами, которые прорезают материал.
Центровка . Это ориентация режущего инструмента, которая определяет, может ли режущий инструмент врезаться в материал или нет.
Угол наклона винтовой линии . Угол наклона спирали обеспечивает постепенное вхождение зуба в материал. Кроме того, угол наклона спирали снижает вибрацию режущего инструмента.
Хвостовик . Это цилиндрическая часть режущего инструмента, которая прикреплена к фрезерному станку и отвечает за удержание инструмента на месте.
Черновая . Конфигурация фрезы, состоящая из зубцов с зазубринами, позволяет дробить материал на более мелкие части.
Покрытия . Покрытия отвечают за улучшение качества поверхности, увеличение скорости и увеличение срока службы инструмента.
Хотя каждая из этих характеристик определяет производительность режущего инструмента, тип выполняемой резки также определяется различными типами режущих инструментов.Различные типы фрез: пазовое сверло, фреза со сферическим концом, слябовая фреза, торцевая фреза и фреза для мух и многие другие.
Пазовое сверло . Пазовое сверло может сверлить прямо в материал. Он состоит из двух канавок, у которых один зуб находится в центре торца.
Фреза со сферическим наконечником . Эта фреза похожа на перфоратор, однако конец фрезы имеет полусферическую форму. Эта фреза чаще всего используется для обработки трехмерных профилей.
Слябовый стан . Слябовые фрезы обычно используются для быстрой обработки больших широких поверхностей.
Торцевая фреза . В этом типе фрезы используется несколько одноразовых твердосплавных или керамических наконечников, установленных на корпусе фрезы.
Мухорезка . Он состоит из одного корпуса, в который вставляются одна или две насадки. Отдельные фрезы этой фрезы могут быть заменены, как и торцевые фрезы.
Рис.1. Типы фрез
Изображений.utcgearhobs.com
Рис.2. Face Cutter
Изображений. idealcuttingtools.com
Различные типы фрезерных станков и фрез
3D Insider поддерживается рекламой и зарабатывает деньги за счет кликов, комиссионных от продаж и другими способами.
Фрезерные станки являются основным продуктом производства, как современного, так и устаревшего. Фрезерование — это еще один вид субтрактивного производства, который считается одним из наиболее важных производственных процессов.Это метод, с помощью которого можно создавать детали нестандартной формы путем вырезания материала из одного сплошного блока.
Чтобы лучше понять фрезерование как производственную технологию, мы рассмотрим, как это работает. Для этого нам также необходимо рассмотреть различные типы фрезерных станков и фрез — в конце концов, каждый из них работает по-своему. Наконец, мы рассмотрим достоинства и недостатки фрезерования как производственного метода.
Что такое фрезерование и как оно работает?
Фрезерование — это субтрактивный производственный процесс, в котором используются вращающиеся фрезы для удаления материала с одного блока, называемого «заготовкой», для достижения желаемой формы и размера детали.Разнообразные станки были разработаны и используются для фрезерования, а в последнее время их количество расширилось с появлением технологии компьютерного числового управления (ЧПУ). Сегодняшние фрезерные станки с ЧПУ чрезвычайно быстрые, точные и стабильные по производительности.
Для многих людей бывает трудно различить фрезерование и сверление — в конце концов, они оба используют роторные фрезы для удаления материала. Разница заключается в направлении разреза, выполняемого инструментом. При сверлении режущий инструмент продвигается к заготовке в направлении, параллельном оси вращения инструмента.При фрезеровании инструмент режет в направлении, обычно перпендикулярном оси вращения инструмента.
Режущий механизм фрезерования имеет несколько последствий в зависимости от того, как должен быть спроектирован режущий инструмент. Поворотный инструмент построен с несколькими режущими кромками по периметру. Основным физическим процессом удаления материала является деформация сдвига: когда режущая кромка входит в контакт с материалом, она отталкивает отдельные части материала и удаляет их в виде комков.
Фрезерование — это очень универсальная техника, с помощью которой можно прорезать материалы, просверливать в них отверстия, вырезать определенные формы на блоке и делать отверстия с резьбой.Скорость вращения режущего инструмента, а также скорость, с которой инструмент продвигается через заготовку, также можно изменять в зависимости от размеров разреза и материала заготовки.
Типы фрезерных станков
Самая широкая классификация фрезерных станков основана на их конфигурации — вертикальная или горизонтальная. При этом учитывается только ориентация режущего инструмента и его положение относительно заготовки. Однако существуют более специализированные классы фрезерных станков в зависимости от их размера, назначения и способа управления.В некоторых случаях эти классы фрезерных станков могут перекрывать друг друга.
1. Коленный фрезерный станок
Коленный тип является наиболее распространенной ориентацией фрезерного станка, для которого рабочий стол опирается на седло, которое поддерживается вертикально регулируемым коленом. Колено можно отрегулировать вверх или вниз по жесткой направляющей, параллельной колонне станка, и можно зафиксировать на месте для точного и стабильного позиционирования заготовки.
Коленный рабочий стол можно комбинировать с различными типами и ориентациями фрезы для соответствия конкретным целям.В любом случае наличие колена обеспечивает как опору для обрабатываемой детали, так и средство для регулировки ее положения относительно шпинделя, удерживающего режущий инструмент.
2. Револьверная фреза
Револьверная фреза, считающаяся наиболее универсальным типом фрезерного станка, просто имеет неподвижный шпиндель для удержания режущего инструмента. Затем рабочий стол перемещается по всем трем осям, чтобы режущий инструмент мог получить доступ к своим частям в соответствии с конструкцией. Шпиндель можно поднимать или опускать вдоль пиноли, но он должен быть зафиксирован на месте во время фрезерных операций.
Револьверные фрезы предпочтительнее из-за их универсальности и свободы конструкции, которую они предоставляют. Однако они практичны только до тех пор, пока остаются маленькими. Для больших и тяжелых деталей перемещение колена вверх или вниз становится чрезмерно энергоемким.
3. Станина
В стане со станиной регулируемое колено исключает возможность вертикального перемещения рабочего стола. Это означает, что шпиндель необходимо отрегулировать, если есть различия в глубине резания на заготовке.Такое снижение универсальности может быть весьма неудобным, особенно для сложных конструкций, но становится необходимостью при работе с очень большими или тяжелыми деталями.
4. Горизонтально-фрезерный станок
В горизонтально-фрезерном станке режущий инструмент установлен на горизонтальном шпинделе. Обычно они используются для создания канавок, скосов и пазов на поверхности заготовки. Горизонтальный шпиндель обеспечивает большую стабильность режущего инструмента, обеспечивая более быстрое вращение и более глубокие разрезы по сравнению с вертикально установленными режущими инструментами.
Опять же, регулируемое колено позволяет вертикально перемещать рабочий стол. Шпиндель стандартного горизонтального фрезерного станка обычно фиксируется в определенном положении, что означает, что рабочий стол должен двигаться в направлениях, параллельных горизонтальному шпинделю.
Горизонтально-фрезерный станок имеет одну или две горизонтальные шпиндельные фрезы, соответственно называемые симплексными и дуплексными фрезами. Также возможно выполнение группового фрезерования на горизонтальном фрезерном станке, который использует несколько режущих инструментов, установленных на одном горизонтальном шпинделе.Групповое фрезерование — отличный способ сократить время производства деталей с множеством канавок или пазов.
5. Универсальный горизонтальный фрезерный станок
По сравнению со стандартным горизонтальным фрезерным станком, единственная усовершенствованная функция универсального горизонтального фрезерного станка — это поворотный корпус для рабочего стола. Это позволяет рабочему столу поворачиваться до 45 градусов в любом направлении. Это дает возможность делать угловые или винтовые пропилы относительно плоскости заготовки.
6. Плунжерный фрезерный станок
Плунжерный фрезерный станок представляет собой модификацию универсального или универсального горизонтального исполнения. Основное отличие — наличие фиксированной направляющей, которая позволяет перемещать вперед и назад горизонтальный шпиндель, удерживающий режущий инструмент. Это позволяет создавать более сложные конструкции, поскольку разрезы больше не нужно ограничивать по одной горизонтальной оси. Подвижный шпиндель также можно комбинировать с поворотным поворотным столом для большей свободы дизайна.
Типы фрез
Теперь мы еще более внимательно рассмотрим фрезерные станки и сосредоточимся на фрезах. Это режущие инструменты, которые устанавливаются на шпиндели фрезерного станка, что позволяет им вырезать канавки или отверстия в заготовке. Этих режущих инструментов очень много, поэтому в нашем списке представлены только самые распространенные.
Фрезы могут выглядеть по-разному, но все они имеют одинаковые основные характеристики — зубья, которые действуют как режущие кромки, канавки, удаляющие материал, нарезанный зубьями, и хвостовик, который помогает шпинделю станка удерживать зуб на месте.Угол зубьев и канавок известен как угол спирали. Угол наклона спирали также может варьироваться для каждого приложения. Режущие инструменты обычно имеют угол наклона спирали 30 градусов, а более крутые до 60 градусов предназначены для чистовых инструментов.
1. Концевая фреза
Концевая фреза является наиболее стандартным режущим инструментом, используемым на фрезерных станках. У него есть режущие кромки как снизу, так и по бокам, что делает его пригодным для резки как в радиальном, так и в осевом направлениях. Хотя термин «концевая фреза» может использоваться как всеобъемлющий термин для любого режущего инструмента, который удовлетворяет приведенному выше описанию, обычно он используется для обозначения версии с плоским дном.
2. Шаровая фреза
Шаровая фреза, также известная как концевая фреза, представляет собой концевую фрезу с полусферическим дном. Это делает его пригодным для фигурных надрезов. При выполнении врезания с врезанием шаровая концевая фреза также снижает накопление напряжений, добавляя радиус кривизны к поверхностям, которые обычно перпендикулярны.
3. Торцевая фреза
Внешний вид торцевой фрезы можно охарактеризовать как червячную фрезу большого диаметра с режущими кромками, расположенными по бокам. Они предназначены для резки лицом к заготовке, что позволяет очень быстро и эффективно создавать широкие канавки.Большинство используемых сегодня торцевых фрез не всегда прочны. Вместо этого используются сменные и одноразовые твердосплавные пластины. Это снижает потребность в смене инструмента и сокращает время простоя.
4. Резьбовая фреза
Резьбовая фреза предназначена для нарезания резьбы на заготовке, необходимой для сборки. Для этого резьбовая фреза также имеет те же наклонные режущие кромки, что и у стандартной концевой фрезы, канавки для удаления материала и плоское дно. Однако режущие кромки резьбовой фрезы также имеют спиральный рисунок, необходимый для винтовой резьбы.
По сравнению с другими формами нарезания резьбы, нарезание резьбы считается самым быстрым и универсальным, поскольку один и тот же инструмент и станок можно использовать для создания правой или левой резьбы.
5. Червячная фреза
Червячная фреза — это режущий инструмент для зубофрезерного станка, особого типа фрезерного станка, который создает шестерни, звездочки и шлицы. Зубофрезерный станок уникален тем, что он имеет два шпинделя — один для фрезы и один для цилиндрической заготовки. Два шпинделя смещены относительно каждого под углом, который зависит от создаваемой детали.Например, два шпинделя должны быть перпендикулярны друг другу при создании стандартной шестерни, но должны быть наклонены под углом при изготовлении звездочки.
В процессе фрезерования два шпинделя вращаются одновременно, при этом режущий инструмент вращается с гораздо большей скоростью, чем обрабатываемая деталь. Режущий инструмент входит в контакт с заготовкой, постепенно создавая зубья шестерни или звездочки. Шпиндель, удерживающий заготовку, установлен на регулируемой направляющей, которая может двигаться вперед к режущему механизму, что позволяет настраивать глубину зубьев шестерни.
Существует около десятка других режущих инструментов, используемых при фрезеровании, о которых мы здесь не упоминали. Помимо выбора подходящего режущего инструмента, направление вращения шпинделя также играет роль в определении качества готовой детали и производительности станка.
Обычное фрезерование ускоряет износ режущего инструмента и приводит к плохой чистовой обработке, но требует меньшей нагрузки на станок. Фрезерование с подъемом является более энергоемким, но продлевает срок службы инструмента и приводит к значительному улучшению качества поверхности детали.
Заключительные мысли
Фрезерование — один из наиболее сложных производственных процессов. Для этого требуется не только много движущихся частей и опасных инструментов, но и целый ряд разнообразных фрезерных станков и режущих инструментов, поэтому выбор одного из них для работы требует большого опыта.
Примеры, которые мы здесь привели, лишь поверхностный взгляд на современные технологии фрезерования. Есть еще много других вариантов, о которых мы не упомянули просто потому, что их слишком много.В любом случае это только доказывает, насколько универсален процесс фрезерования как технология изготовления.
Что такое типы фрез и фрез — Советы по выбору правильных режущих инструментов с ЧПУ
Фреза — необходимый инструмент для обработки на фрезерных станках с ЧПУ. Рекомендуется выяснить типы и особенности различных режущих инструментов и выбрать подходящий для экономии средств и повышения эффективности. CNClathing.com представляет фрезу, ее типы и советы по выбору режущего инструмента с ЧПУ.
Что такое фреза?Фреза — это фреза с одним или несколькими зубьями для фрезерования. В процессе фрезерования зубья фрезы срезают припуск заготовки по очереди и с перерывами. Он имеет цилиндрическую форму с режущей кромкой по окружности и снизу для резки заготовки вращением. Фреза в основном используется для обработки плоскости, ступени, канавки, формующей поверхности и резки заготовки на фрезерных станках и фрезерных станках с ЧПУ (числовое программное управление).
Типы фрез и концевые фрезыЕсть много видов фрез. Далее мы в первую очередь представим концевую фрезу. Фрезы общего назначения ( CNC-фрезы ) можно разделить на следующие типы:
1) Цилиндрическая фреза: используется для обработки плоскости на горизонтальном фрезерном станке. Зубья фрезы распределены по окружности фрезы.По форме зуба они делятся на прямые и спиральные. Спиральная фреза с широкими зубьями имеет меньше зубьев, высокую прочность, пространство для удержания стружки большое, подходит для черновой обработки. Боковая фреза также является цилиндрической фрезой.
2) Торцевая фреза: используется для обработки плоскости на вертикальном фрезерном станке, торцевом фрезерном станке или портальном фрезерном станке. На торце и по окружности имеются зубья фрезы, в ее состав входят цельные, вставные и поворотные.
3) Концевая фреза: используется для обработки канавок, ступенчатых поверхностей и т. Д., Когда зубья фрезы находятся на окружности и торцевой поверхности, ее нельзя подавать в осевом направлении. Когда концевой фрезер имеет концевой зуб, проходящий через центр, он может подаваться в осевом направлении.
4) Плоская фреза: также называемая плоской фрезой или фрезой для сляба, используется для фрезерования плоских поверхностей, ее ось параллельна фрезеруемой поверхности.
5) Угловая фреза: включая одноугловую фрезу и двухугловую фрезу
6) Пильная фреза: много зубьев фрезы по окружности глубокой канавки и обрабатываемой детали, есть второстепенные углы отклонения 15 ‘~ 1 ° с обеих сторон от зубьев фрезы.
7) Фреза для Т-образных пазов: используется для фрезерования Т-образных пазов
Существуют также фасонные фрезы, фрезы для мух, фрезы со вставными зубьями, полые фрезы, шаровые фрезы, эвольвентные зуборезные фрезы, фрезы для деревянных ерш, резьбовые фрезы, зубофрезерные фрезы и другие различные типы фрез с ЧПУ.
Концевые фрезы могут иметь прямые или спиральные канавки. Концевые фрезы со спиральными канавками подразделяются на правые и левые, в зависимости от направления вращения канавок.Левая фреза, как правило, является разновидностью фрезы, выбранной с учетом требований высокоточной обработки, обычно используемой для изготовления клавиши телефона, панели мембранного переключателя, ЖК-панели, акриловой линзы и другой отделочной обработки. Но есть некоторые приложения с высокими требованиями к точности и отделке, например, изготовление и обработка некоторых кнопок мобильных телефонов или электрических панелей, необходимо выбрать обрезку нижнего ряда и повернуть налево, чтобы избежать побеления режущей кромки и кромки. чип.
Советы по выбору режущего инструмента с ЧПУ Выбор режущего инструмента должен основываться на обрабатывающей способности станков, характеристиках обрабатываемых материалов, процедурах обработки, параметрах резания и других факторах. Общий принцип выбора фрезы с ЧПУ: удобство установки и регулировки, хорошая жесткость, высокая прочность и точность. Постарайтесь выбрать более короткую рукоятку инструмента, чтобы повысить жесткость обработки.
1) Размер режущего инструмента должен соответствовать размеру поверхности обрабатываемых деталей
2) Концевая фреза часто используется для обработки периферийного контура плоских деталей
3) Можно использовать твердосплавную фрезу для фрезерования плоскости
4) Концевая фреза из быстрорежущей стали может использоваться для обработки выпуклостей и вогнутых поверхностей
5) Винтовая фреза является идеальным вариантом для обработки заготовок или черновой обработки отверстия
6) Для обработки сплошного профиля и различных Угловой профиль, фреза со сферическим концом, кольцевая фреза, коническая фреза и дисковая фреза часто используются
Как профессиональный поставщик прецизионных станков, компания Junying предлагает надежные и подходящие режущие инструменты для предложения более эффективных услуг фрезерования с ЧПУ .
.